|
技術與安全知識 |
康明斯柴油發電機組軸對準和熱膨脹 |
摘要:隨著重工業的大力發展,生產規模日趨大型化,柴油發電機組不斷朝著大體積、高參數、高速度、高負載的方向發展。大型柴油發電機組一般都由軸系來傳遞動力,由主軸帶動從動軸旋轉,用來充當傳遞力矩、輸出動力的關鍵部件。康明斯公司在本文中針對大型柴油發電機組的對中問題和常用的對中方法及適用范圍進行了全面分析,并通過軸系對正計算公式測算,最后建議主機廠采用激光對中儀進行大型發電機組軸系對中,測量精度高、操作簡便、適用面廣。
一、軸系對中的基本知識
1、對準
軸對準是指將兩個或多個軸在特定公差范圍內令人滿意地相互連接的過程。對于發電機組,柴油機和交流發電機必須正確對準,以確保長和使用壽命。
軸錯位是與旋轉機械故障相關的所有成本的50%。當耦合時,柴油機主要被定義為參考點,而對準調整通常是在交流發電機上進行的。對準對發電機組的運行特性和使用壽命至關重要,工作振動、橡膠聯軸器工作溫度、軸承可用性和發電機轉子對準(氣隙)是容易導致不對準的區域。
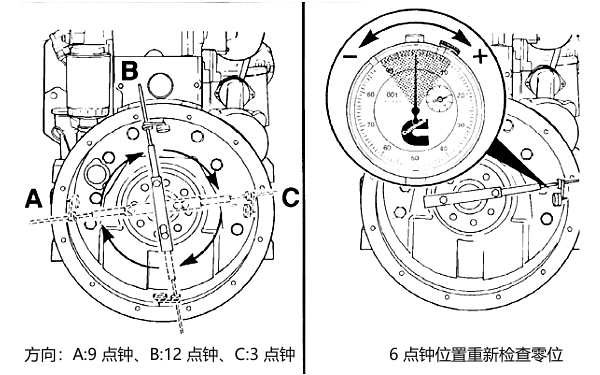
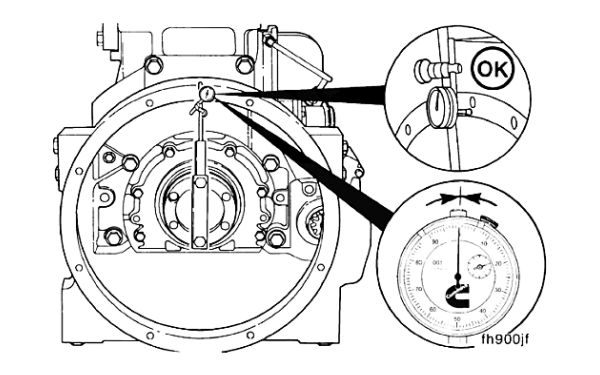
根據發電機組的設計,需要各種確保對準的方法;單軸承交流發電機和緊密耦合的雙軸承交流發電機依靠飛輪殼提供軸對準(如圖1所示)。開放式耦合的雙軸承交流發電機依賴于精確的軸對準程序。通常,橡膠聯軸器制造商將有需要遵守的最大的偏差公差。此外,還需要考慮工作溫度和軸中心高度,以盡量減少工作條件下的徑向偏差。表1提供了不同速度下徑向偏差的推薦最大值。
表1 根據工作速度推薦的徑向對準偏移量
|
轉速
|
最大徑向偏移量
|
|
1800 revs/min
|
0.05 mm/1.96 mil
|
|
1500 revs/min
|
0.06 mm/2.36 mil
|
|
1000 revs/min
|
0.08 mm/3.15 mil
|
|
750 revs/min
|
0.09 mm/3.54 mil
|
|
600 revs/min
|
0.11 mm/4.33 mil
|
|
375 revs/min
|
0.15 mm/5.90 mil
|
2、熱膨脹
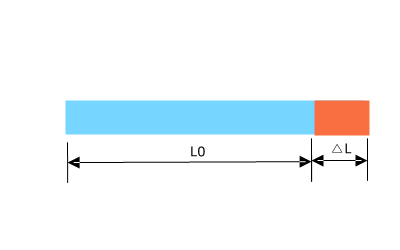
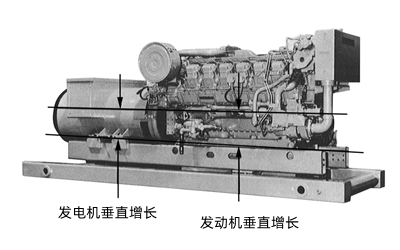
在正常運行期間,交流發電機內部的溫度會顯著升高。用于建造交流發電機的材料,如銅、電鋼、鐵和鋁,將隨著溫度的升高而膨脹。總的來說,在運行期間,交流發電機的水平和垂直尺寸都會增大。增長幅度可能很小,但也可能很顯著。因此,有必要對真實的對準進行熱補償,即長度的增加(?L),如圖1所示。根據安裝布置的類型和基底機架的設計,可能需要補償交流發電機/發動機的軸向熱膨脹。
長度?L的變化取決于溫度的變化,?T=Tf -Ti;棒L0的初始長度;一個常數是被加熱材料的特性。實驗觀測到的?L和L0?t之間的線性關系可以用方程來表示:
ΔL=L0Δt
式中,α為線性膨脹系數(10×10-6K-1);Tf 是最終溫度 (°K);Ti 是初始溫度 (mm)。
(1)軸向熱膨脹
以下公式可用于計算交流發電機的軸向熱膨脹率
?L = α ∗ ?T ∗ L
式中,ΔL為熱膨脹系數(mm);α為線性膨脹系數(10×10-6K-1);ΔT是對準溫度和預期的工作溫度之間的溫差(°K);L是從固定軸承到軸驅動端的距離(mm)。
(2)垂直熱膨脹
交流發電機的垂直熱膨脹可以用底座和軸的中心之間的距離來近似地計算出來,如下一頁的圖3所示。以下公式可用于計算交流發電機的垂直熱膨脹率:
?H = α ∗ ?T ∗ H
式中,ΔH為熱膨脹系數(mm);α為熱膨脹系數(10×10-6K-1);ΔT是對準溫度和預期的工作溫度之間的溫差(°K);H為軸的高度(mm)。
|
圖1 柴油機發電機飛輪孔對中檢查方法 |
圖2 一個對象的典型線性展開 |
|
圖3 柴油機軸向熱膨脹曲線圖 |
圖4 柴油機垂直熱膨脹曲線圖 |

二、軸不對中常見情況
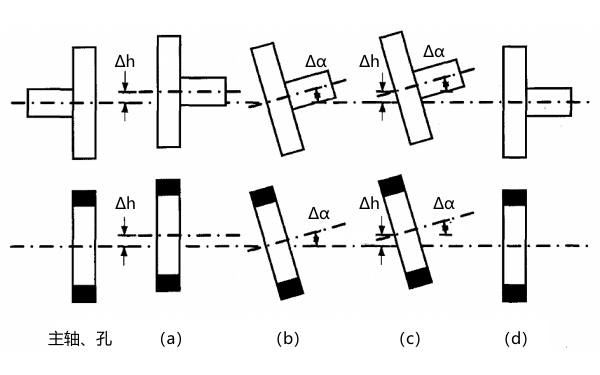
軸不對中情況如圖5所示。兩軸的旋轉中心在同一條直線上稱之為對中,若不在同一直線上稱為不對中,在對中的過程中存在著兩個潛在的平面:水平平面和垂直平面。軸系的不對中通常會有以下幾種情況出現:
1、平行偏移
兩孔或兩軸的端面平行,中心線平行但是不在同一直線上,兩中心線之間的徑向距離為△h。如圖5(a)所示。
2、角度偏差
兩孔或兩軸端面不平行,中心線的延長線互相交叉,交點落在主軸中心線上,兩中心線之間存在角度偏差△a。如圖5(b)所示。
3、角度和平行偏差結合
兩孔或兩軸的端面不平行,且兩者中心線延長線的交點也不在主軸中心線上,此時兩者既有角度偏差也有平行偏移。如圖5(c)所示。
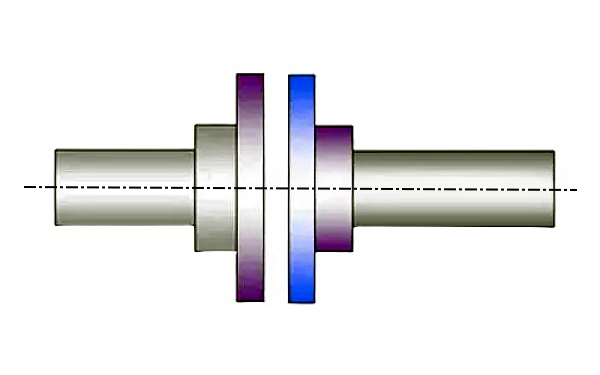
4、完全對中
兩孔或兩軸同心且中心線重合,是理想的對中狀態。如圖5(d)所示。
當兩孔或兩軸出現以上幾種情況的偏差時,需要對軸系進行對中調整,對于大型發電機組,一般通過調整機器支腳處墊片的厚度,使得△h和△a消失,達到完全對中。如圖6所示。
|
圖5 柴油發電機軸不對中情況示意圖 |
圖6 柴油發電機完全對中標準示意圖 |
三、軸與軸的對中方法
大型旋轉設備發電機組軸線跨度很長,有些超過10 m,如柴油機轉子和發電機轉子對中,這些設備的從動軸和主動軸在安裝維修對中操作時,由于跨度長,在對中操作和計算調整量的時候比較復雜,由于設備轉速高,對精度的要求也很高。軸對中一般有直尺、塞尺法,千分表法以及激光對中儀測量法。
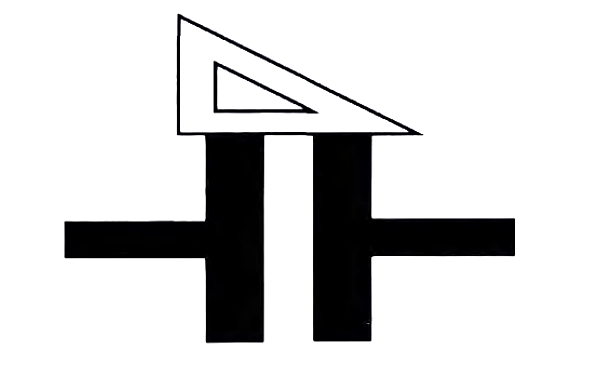
1、直尺、塞尺法
(1)直尺法將直尺水平放置在聯軸器上,觀察兩軸線的平行偏移量,如圖7所示。
(2)塞尺法是用塞尺測量聯軸器四周的縫隙值是否相同,從而判斷兩軸線的角度偏差,而人眼的分辨率只能達到0.1mm。這種方法的優點是測量方法比較簡單,但是精確度不高,只適用于對中精度要求不高的低轉速、小功率的機器,難以滿足大型發電機組的對中要求。
2、千分表法
千分表法一般分為雙表法、三表法和單表法,測量工具安裝方法如圖8所示。
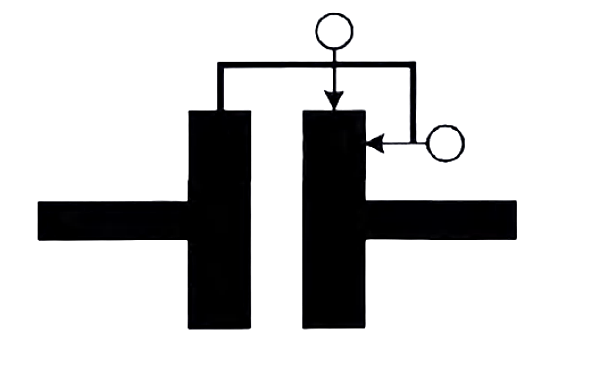
(1)雙表法
雙表法由對中支架支撐兩塊千分表,分別置于聯軸器的外圓周及端面,測量時,分別在聯軸器端面0°,90°,180°,270°的4個固定位置做上標記,兩軸同時轉動一周,記錄兩塊千分表在4個固定位置的讀數,通過分析計算,就可以測量出從動軸相對于主動軸的平行偏移和角度偏差。測量原理如圖9所示。
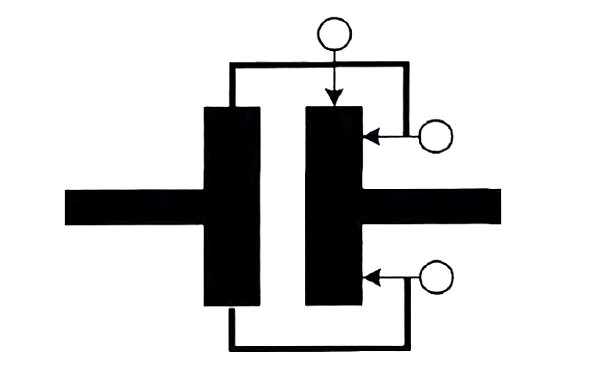
(2)三表法
三表法和雙表法類似,在雙表法的基礎上,在聯軸器的端面增加了一塊表測量角度偏差,兩塊表在測量位置上相差180°,測量方法同雙表法,測量聯軸器端面的兩表讀數相減就可以消除軸向竄動帶來的測量誤差。測量原理如圖10所示。
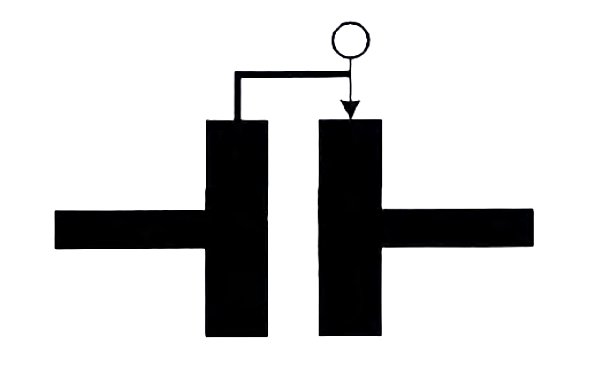
(3)單表法
單表法只需要使用一塊千分表分別交替安裝在聯軸器兩側的外圓周上,兩軸同時轉動或者分別轉動,記錄間隔90°的4個固定位置時千分表的讀數,通過計算或作圖分析,得出平行和角度偏差量,確定調整方案。測量原理如圖11所示。
雙表法受軸向竄動的影響較大,精度不高,適用于軸向竄動比較小的設備。三表法的精度很高,但是操作和計算方法比較復雜,在對中要求較高的精密設備和高速旋轉的大型發電機組中常用,單表法在操作和計算上比三表法要簡單一些,又能達到比較好的精度,應用場合更廣泛一些。但是千分表法對操作人員的要求非常高,需要專業的技術人員才能完成,費時費力,通常需要反復測量才能得到滿意的結果,而且千分表法要求軸系要轉動360°,記錄每隔90°的4個位置上的千分表讀數,對于一些兩軸無法同時轉動大型軸系,無法完成測量。
3、激光對中法
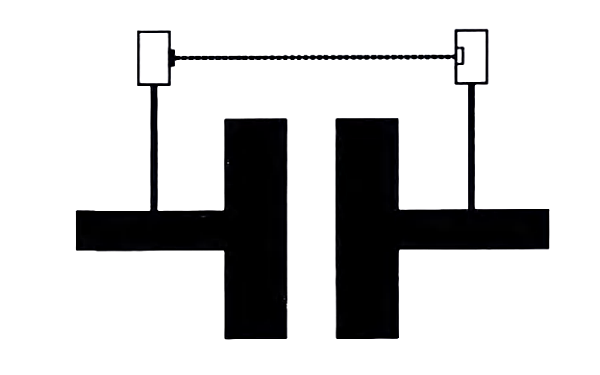
激光對中儀主要由激光發射裝置、激光接收裝置、控制顯示設備以及各種支架連接設備組成,如圖12所示。
將發射裝置以及接收裝置分別用磁力座或鏈條安裝在從動軸和主動軸上,由發射裝置發射出一束準直激光射入接收裝置上的位置敏感探測器(PSD)上,激光打到PSD的不同位置會輸出不同的電流,兩軸同時轉動一定角度,檢測激光在PSD上的位置變化,操作完成后,通過內置程序計算,在短時間內便可得出平行偏差和角度偏差。
并在顯示屏上以圖像及數字的形式顯示出對中結果,對中是否理想以及如何進行調整。對于不能轉動一周的軸,最少需要轉動60°,便可以進行對中測試,由于激光對中儀內置傾角測量裝置,所以對角度和測量點沒有嚴格的要求,在任意角度測量6個以上的點即可,測量點數越多,覆蓋角度越廣,測量的準確度越高。激光對中的優點在于對中精度高,可達到0.001 mm,由于激光具有準直性,不受重力影響,測量距離可達到10 m以上。
|
圖7 直尺塞尺法測量對中原理 |
圖8 柴油機對中千分表安裝 |
圖9 雙表法測量對中原理 |
|
圖10 三表法測量對中原理 |
圖11 單表法測量對中原理 |
圖12 激光對中儀測量原理 |
總結:
很多康明斯主機廠還在使用以往的直觀法來對柴油發電機校準,這種方法通過肉眼觀察來對準軸線。使用直尺、線或激光指示器等工具,觀察軸承或機器部件之間的對齊情況。盡管這種方法可能相對簡單,但精度較低,容易受到主觀因素的影響。因此,康明斯公司推薦主機廠改用激光對正法為妥,激光對中儀器通常被認為是最精確和相對快速的軸對中方法。它提供實時數據,允許操作者直接進行微小調整,以便使軸線精確對準。這種方法的優點在于高精度、快速且減少了人為誤差的可能性。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://m.dhgif.com
- 上一篇:柴油發電機組軸錯位(不對中)的危害
- 下一篇:發動機氣門機構的調整前準備和檢查方法




