|
新聞主題 |
氣門的密封要求、磨損量檢測和維修方法 |
摘要:氣門組用于封閉進(jìn)、排氣道,氣門傳動組零件用于按發(fā)動機(jī)的工況要求,控制氣門的開啟和關(guān)閉時刻及規(guī)律。因氣門宜接觸高溫燃?xì)饨佑|,受熱嚴(yán)重且散熱困難,所以氣門溫度很高,又由于氣門承受氣體力和氣門彈簧力以及運(yùn)動慣性力遭受到?jīng)_擊,從而容易磨損。由于氣門的工作條件非常惡劣,其常見耗損包括氣門桿部及尾端的磨損,氣門工作錐面磨損與燒蝕,以及氣門桿的彎曲變形等。因此,需要按照維修手冊要求對發(fā)動機(jī)氣門機(jī)構(gòu)進(jìn)行檢查、測量,并根據(jù)測量結(jié)果進(jìn)行分析做出零件好壞及維修方案的判斷。
一、氣門的技術(shù)要求
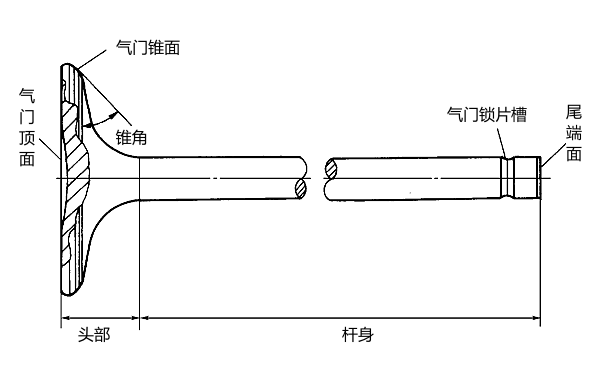
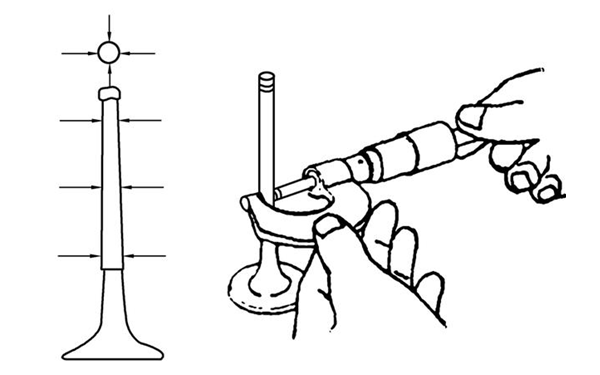
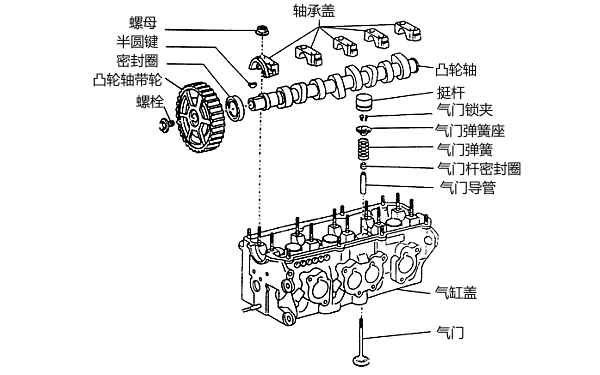
氣門組主要由氣門、氣門座、氣門導(dǎo)管、氣門彈簧、氣門彈簧座和氣門鎖片等組成,其中,氣門是由氣門頭部和桿部組成,如圖1所示。氣門桿呈圓柱形,在氣門導(dǎo)管中不斷進(jìn)行往復(fù)運(yùn)動,因此,其表面必須經(jīng)過熱處理和磨光。
1、技術(shù)要求
氣門與氣門組的配合對柴油發(fā)電機(jī)的動力性和密封性有很大影響,有以下技術(shù)要求:
(1)氣門與座圈的工作錐面角度應(yīng)一致。
(2)氣門與座圈的密封帶位置在中部靠內(nèi)側(cè)。
(3)氣門與座圈的密封帶寬度應(yīng)符合原設(shè)計(jì)規(guī)定,一般為1.2~2.5mm.
(4)氣門工作錐面與桿部的同軸度誤差應(yīng)不大于0.05mm。
(5)氣門桿與導(dǎo)管的配合間隙應(yīng)符合原廠規(guī)定。
2、檢測要求
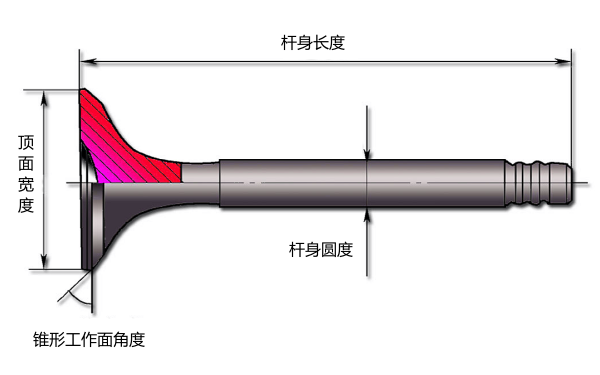
從對氣門的測量要求即氣門的鑒定,其主要常見檢測的部位如圖2所示。
① 氣門頂及頸部有裂紋、嚴(yán)重爆皮及其頭部邊緣厚度小于0.5mm時應(yīng)作報(bào)廢處理。
② 氣門彎曲度大于0.03mm或氣門頭部擺差(徑向跳動)大于0.05mm,應(yīng)進(jìn)行冷壓校正或用軟質(zhì)錘進(jìn)行敲擊校正,無法校正時應(yīng)更換新件。
③ 氣門桿失圓度、錐形度大于0.03mm時作報(bào)廢處理。
④ 氣門桿磨損量大于0.075mm,應(yīng)更換或鍍鉻修復(fù)。
⑤ 氣門錐形工作面燒蝕、斑點(diǎn)及凹陷輕微時,經(jīng)研磨修復(fù)后可繼續(xù)使用。
⑥ 氣門錐形工作面燒蝕、斑點(diǎn)及凹陷嚴(yán)重時,必經(jīng)進(jìn)行光磨修復(fù)。
|
圖1 柴油機(jī)氣門結(jié)構(gòu)及各部分名稱 |
圖2 氣門外形尺寸測量位置示意圖 |
二、氣門的檢查方法
氣門檢查主要包括外觀目視檢測(氣門座部位點(diǎn)腐蝕,頭部錐面厚度,氣門桿部彎曲,氣門桿部點(diǎn)蝕磨損,鎖片槽磨損,氣門桿頂端磨損)、氣門長度檢測、 氣門頭部直徑檢測、 氣門錐面上的接觸面寬度檢測、氣門座的接觸面寬度檢測、 進(jìn)-排氣門對氣門座的同心度檢測以及氣門錐面位置檢測等內(nèi)容。
1、氣門桿磨損檢修
氣門桿磨損用外徑千分尺進(jìn)行測量,如圖3所示。在氣門桿磨損最大的部位和氣門桿尾部未磨損的部位進(jìn)行對比測量。測得的磨損量不得超0.04mm桑塔納JV柴油發(fā)電機(jī)氣門桿磨損量不得超0.05mm,否則應(yīng)該更換新件。
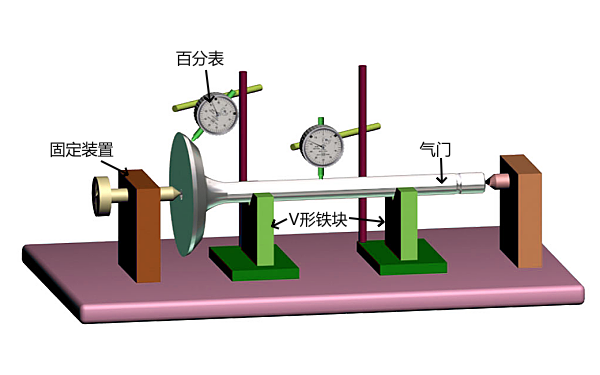
2、氣門桿身彎曲的檢修
如圖4所示。將氣門桿支承在兩個距離100mm的V形架上,然后用百分表觸頭測量氣門桿中部的彎曲度,其值超過0.05mm應(yīng)更換或校正氣門。在氣門頭部用百分表測量,轉(zhuǎn)動氣門頭部一圈,讀數(shù)最大和最小之差的1/2即為氣門頭部的傾斜度誤差,許用傾斜度誤差為0.02mm;氣門桿彎曲或氣門頭部歪斜超過規(guī)定范圍后,需更換氣門
3、氣門頭部的檢修
使用游標(biāo)卡尺測量,測量前擦拭測量接觸面,并將游標(biāo)卡尺做歸零。氣門頭部邊緣的厚度小于1.0mm。氣門頭圓柱部分厚度過小會增大燃燒室容積,影響柴油發(fā)電機(jī)工作的平穩(wěn)性,同時使氣門頭的強(qiáng)度降低,此外,在氣門落入座圈的瞬間,尤其是重型柴油機(jī)的氣門,在高沖擊波的作用下可能會出現(xiàn)振彈,容易引起密封帶的燒蝕。氣門頭部的余量厚度是指頭部的45度研磨平面下線與頭部頂平面之間的距離。
4、氣門尾端磨損的檢修
氣門的直線度誤差大于0.05mm時,應(yīng)該等換或者校直,校直后誤差不得超過0.02mm。校直方法:百分表擺差的一半即為直線度誤差。
5、氣門桿端面磨損的檢修
將氣門放置在兩V形塊上,用百分表檢查其端面,百分表指針擺差不大于0.03mm,否則可用氣門光磨機(jī)將氣門桿端面磨平。
6、氣門工作面磨損的檢修
氣門工作面磨損將破壞氣門與氣門座的密封性,而導(dǎo)致漏氣,并改變氣門間隙。
7、檢查氣門對氣門座的同心度
檢查氣門錐面上的同心圓有無斷續(xù),如果節(jié)氣門錐面和氣門桿是同心的,從而提供正確的密封,則圍繞整個錐面(檢查氣門錐面位置)的印痕會是連續(xù)的。檢查氣門錐面位置,使用鋼板尺分別測量接觸面上緣至氣門錐面上緣,以及接觸面下緣至氣缸頭外徑距離是否符合維修手冊標(biāo)準(zhǔn)(注意:染料磨去印痕至少要距離氣門徑余量0.5毫米,如果染料磨去印痕離余量太近,必須修整氣門座以使接觸面離開余量)。
|
圖3 氣門桿磨損檢測示意圖 |
圖4 氣門桿彎曲的檢驗(yàn)示意圖 |
三、氣門的修復(fù)方法
氣門工作面的光磨,根據(jù)設(shè)備條件,可采用光磨和銼磨兩種辦法修復(fù)。光磨可在氣門光磨機(jī)上進(jìn)行;銼磨可在臺鉆或車床上用銼刀進(jìn)行,也可直接用銼刀進(jìn)行銼磨。
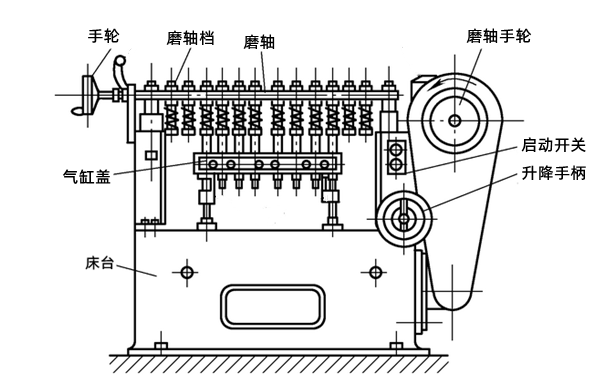
1、用氣門光磨機(jī)光磨氣門工作面
氣門光磨機(jī)的結(jié)構(gòu),如圖3所示,其底座上裝有縱拖板和橫拖板,縱拖板能用手柄作縱向移動,上面安裝的有電動機(jī)和左右兩個砂輪;橫拖板可用手柄作橫向移動,上面安裝的有氣門夾架,由電動機(jī)帶動旋轉(zhuǎn)。橫拖板上附有刻度,當(dāng)松開夾架上的固定螺釘時,即可調(diào)整。
① 檢查砂輪面情況,如不平整,應(yīng)用金剛砂修整。
② 根據(jù)氣門桿外徑選擇適當(dāng)夾心,將氣門端正而穩(wěn)妥地緊固在夾架上,氣門頭伸出夾母旋緊。
③ 調(diào)整氣門夾架,使氣門的角度與砂輪工作面的角度(30°或45°)相符,并將緊固螺母旋緊。
④ 光磨。
先開動夾架上的電動機(jī),檢查氣門是否有搖擺現(xiàn)象,氣門無搖擺時,再開動砂輪電動機(jī)進(jìn)行光磨(如圖6所示)。
光磨時,一手轉(zhuǎn)動橫向手柄,使氣門慢慢向右移動,一手轉(zhuǎn)動縱向手柄,使砂輪漸漸移近氣門工作面。在磨的過程中,不要使光磨量過大,并來回轉(zhuǎn)動橫向手柄,使氣門工作面在砂輪面上左右慢慢移動,以保持砂輪平整。但須注意:氣門移動不能超過砂輪面,以防打壞砂輪和氣門。光磨后搖退砂輪,關(guān)閉電動機(jī)。
在光磨時,還應(yīng)注意砂輪與氣門是在不同的轉(zhuǎn)速下旋轉(zhuǎn);應(yīng)打開冷卻液開關(guān),濕磨用以降低熱量及氣門工作面的粗糙度。
⑤ 用00號砂布磨光氣門工作面。
2、用臺鉆或車床銼磨氣門工作面
先將氣門夾在臺鉆夾頭或車床的卡盤上,開動電動機(jī),用細(xì)平銼刀沿氣門原來的工作面角度,將麻點(diǎn)、凹陷、斑痕等缺陷銼去,最后在銼刀上包一層細(xì)砂布將氣門工作面進(jìn)行光磨。修磨時,應(yīng)盡量減少金屬的磨削量,以免影響斜面的光潔度,速度也不宜過快,以免出現(xiàn)擊打銼刀的現(xiàn)象。銼磨時,如氣門頭斜面有明顯的跳動現(xiàn)象,可能是由于氣門固定不當(dāng)或氣門桿彎曲所造成,應(yīng)重新夾持或校正氣門桿。
3、用銼刀銼磨氣門工作面
這種方法是在沒有上述設(shè)備的情況下進(jìn)行的。其方法是:用左手拿氣門并保持一定的角度,右手拿銼刀進(jìn)行銼削,邊銼邊轉(zhuǎn)動氣門,使氣門四周銼得均勻,最后在銼刀上包一層砂布將氣門打光。
由以上氣門的光磨工藝可以看出,氣門經(jīng)過光磨,解決了因磨損、燒蝕等使氣門關(guān)閉不嚴(yán)而漏氣的矛盾。但是經(jīng)多次光磨后,氣門頭邊緣的厚度會逐漸減少,若氣門頭邊緣的厚庶過薄時,在工作中容易產(chǎn)生翹曲現(xiàn)象。因此,當(dāng)汽油機(jī)的氣門頭邊緣的厚度小于0,柴油機(jī)的氣門頭邊緣厚度小于1mm時,應(yīng)更換氣門。
|
圖5 氣門研磨機(jī)結(jié)構(gòu)圖 |
圖6 氣門光磨機(jī)修磨氣門工作錐面示意圖 |
四、氣門組拆裝步驟
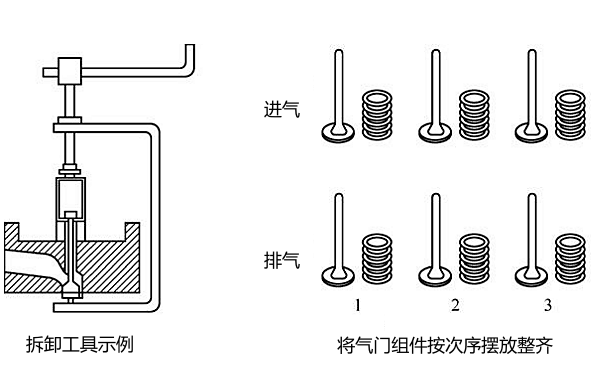
拆卸完氣缸蓋后,取出液壓挺柱,必須先使用專用氣門拆裝鉗壓縮氣門彈簧,然后取出氣門鎖片、氣門彈簧座、氣門彈簧、氣門油封及氣門(零件分解如圖7所示)。各組件按順序擺放好,不得錯亂,如圖8所示。安裝時與拆卸順序相反,注意裝入氣門組件時注意配對標(biāo)記,不得裝錯。
1、拆卸步驟
① 拆卸空氣濾清器,拆卸機(jī)油加注口蓋。
② 拆卸氣門室蓋。
③ 拆卸齒形帶上護(hù)罩。
④ 轉(zhuǎn)動曲軸使凸輪軸同步帶輪位于第一缸上止點(diǎn)標(biāo)記。凸輪軸同步帶輪上的標(biāo)記必須對準(zhǔn)同步帶防護(hù)罩上的箭頭。
⑤ 轉(zhuǎn)動曲軸到第一缸上止點(diǎn),檢查并做好正時記號。
⑥ 松開半自動張緊輪,從凸輪軸同步帶輪上取下同步帶。
⑦ 先拆第1、3、5軸承蓋,然后對角交替松掉第2、4道軸承蓋。
⑧ 拆卸凸輪軸。
2、安裝步驟
① 氣門傳動組的安裝,按拆卸時的相反順序操作。
② 清洗、校驗(yàn)零部件。
③ 按原位裝入氣門組件、液壓挺柱、凸輪軸軸承蓋等部件,不得裝錯。
④ 安裝凸輪軸前放上軸承蓋,確定安裝位置(注意孔的上下兩半部要對準(zhǔn))。
⑤ 安裝凸輪軸時,第一缸凸輪必須朝上,凸輪軸轉(zhuǎn)動時,曲軸(第一缸)不可置于上止點(diǎn)位置,否則會損壞氣門及活塞頂部。
⑥ 潤滑凸輪軸軸承表面。
⑦ 先安裝2、4號軸承蓋,對角交替擰緊第2、4軸承蓋螺栓,緊固力矩為20N•m。
⑧ 再安裝第1、3、5軸承蓋,對角交替擰緊第1、3、5軸承蓋螺栓,緊固力矩也是20N•m。
⑨ 裝上凸輪軸同步帶輪,緊固力矩為80N•m。
⑩ 安裝同步帶(調(diào)整配氣相位)時注意使凸輪軸同步帶輪上的標(biāo)記與氣門罩蓋平面平齊,轉(zhuǎn)動曲軸使凸輪軸同步帶輪位于第一缸上止點(diǎn)標(biāo)記處。
? 按與拆卸相反的順序安裝其他零部件。
? 安裝好凸輪軸后,發(fā)動機(jī)在約30min內(nèi)不得起動,以便液壓挺柱的補(bǔ)償元件進(jìn)入狀態(tài),否則氣門將敲擊活塞。
? 在對配氣機(jī)構(gòu)進(jìn)行過維修后,應(yīng)小心地轉(zhuǎn)動曲軸至少兩圈,以防止發(fā)動機(jī)起動時敲擊氣門。
|
圖7 發(fā)動機(jī)配氣機(jī)構(gòu)零件分解圖 |
圖8 柴油機(jī)氣門的拆卸工具與步驟 |
總結(jié):
氣門是發(fā)動機(jī)的重要零部件之一,其正常運(yùn)行對發(fā)動機(jī)的性能和效率具有重要影響。然而,由于長期使用和磨損,氣門往往會出現(xiàn)故障和損壞,需要進(jìn)行檢修和維修。以上文章內(nèi)容就是讓讀者通過熟悉氣門的檢修流程和方法,并掌握柴油發(fā)電機(jī)組常見故障的排除和修復(fù)技術(shù)。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請通知我們!
溫馨提示:未經(jīng)我方許可,請勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://m.dhgif.com




