|
故障檢修與技術維護 |
發動機氣門異響特性和原因分析 |
摘要:正常運轉的發動機,在設定轉速和工況條件下,都會發出一定頻率且有規律的聲響,此聲音波長,衰減系數等存在一定差異。發動機異響是指柴油發電機組在正常工作中發出的超過技術文件規定的不正常的響聲。這種異常響聲分為氣體與金屬的沖擊聲響和金屬與金屬之間的敲擊異響兩大類,該現象一般與轉速、負荷、溫度、缸位、工作循環、潤滑條件等多種因素有關,異響部位不同,其振動區域、伴隨現象也不相同,且許多異響具有明顯的聲調特征。當發動機發生異常響聲,如不及時處理,則會加速發動機磨損,嚴重者甚至導致發動機報廢。本文主要匯總了發動機主要幾種不同異響表現特征,結合診斷方法理論分析,對進一步查找原因給出了參考方向。
一、異響特性分析和關聯因素
1、聲調特征
發動機異響的聲調特征包括象聲性、連續性、節奏性及頻率、振幅、聲級等。如主軸承響為沉悶的“當當”聲,而氣門腳響為較為清脆的“嗒嗒”聲。
2、轉速
① 活塞敲缸響、活塞銷響、氣門腳響等在怠速或低速時異響較為明顯。
② 連桿軸承響、氣門座圈響、氣門燒損響、凸輪軸響等在中速時異響較為明顯。
③ 曲軸軸承響、連桿軸承響、活塞環響等在穩定轉速下異響不明顯,而急加速時明顯。
3、負荷
許多異響與發動機負荷有關,負荷變化時異響加重或減弱。如曲軸主軸承響、連桿軸承響、活塞敲缸響、點火敲擊響等均隨負荷增大(爬坡、加速、滿載等)而增強,隨負荷減小而減弱。而有些異響與負荷無關,如氣門響,負荷變化時異響不變。
4、溫度
有些異響與發動機溫度有關,而有些異響與發動機溫度無關或關系不大。
① 活塞敲缸響在低溫時響聲明顯,溫度升高后異響減弱或消失。
② 發動機過熱引起的早燃突爆聲,活塞因變形、配合間隙過小引起的敲缸異響等在低溫時響聲不明顯,溫度升高后異響明顯或加重。
③ 主軸承響、連桿軸承響、氣門腳響等受溫度影響較小。
5、缸位
單缸斷火或復火時響聲有明顯變化的異響稱為發動機上缸或響聲上缸。
① 連桿軸承響、活塞環響、因氣缸配合間隙過大造成的活塞敲缸異響等在單缸斷火時響聲減輕或消失。
② 活塞銷竄出或松曠響、連桿軸承蓋螺栓松動響、活塞因裙部錐度過大造成的敲缸等,在單缸斷火時響聲明顯加重。
③ 曲軸主軸承響單缸斷火響聲變化不明顯,相鄰兩缸斷火時響聲減輕或消失④氣門腳響,且在單缸斷火時響聲不變或變化不明顯。
6、工作循環
發動機異響與工作循環有很大關系,尤其是曲柄連桿機構和配氣機構。一般曲柄連桿機構異響每工作循環發響2次,配氣機構異響每工作循環發響1次。
7、潤滑條件
對于曲柄連桿機構和配氣機構異響,潤滑不良均會明顯加重。
8、異響聽診部位和振動區域
常見異響在發動機上引起振動的區域為氣缸蓋部位、氣缸體中上側部位、氣缸體下側部位、油底殼與曲軸箱分界面部位及正時齒輪室部位和加機油口部位(或曲軸箱通風管口部位)。
9、伴隨現象
發動機出現異響時,常常伴隨有其它故障現象出現。如機油壓力降低、排氣管排煙顏色異常、功率下降、運轉無力、燃油消耗過大、個別缸不工作或工作不良、振抖、運轉不穩定、回火、放炮、機油變質、排氣管有“突突”聲、加機油口脈動冒煙等。
|
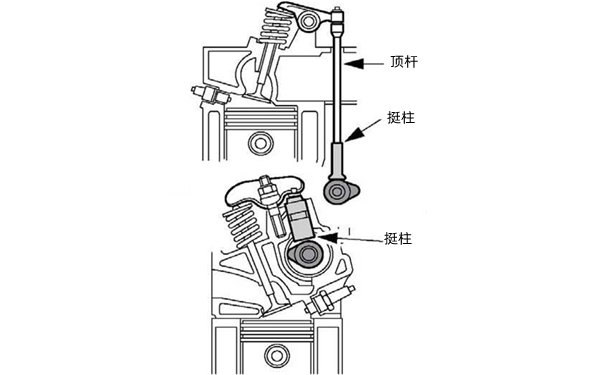
圖1 氣門組工作原理圖 |
圖2 氣門工作狀態示意圖 |

二、異響部位聽診方法
根據發動機在不同工作情況、不同部位發出的聲響及聲響的規律,借助于聽棒、螺絲刀、膠管和聽診器(如圖3所示)等工具監聽某部細微聲音,判斷哪些是正常的,哪些是異常的。按照圖4所示,不同異響部位的檢查方法如下:
1、A—A區域可聽察的故障
在該區城,可用螺絲刀子觸試氣缸蓋各缸燃燒室部位或觸試與主軸承、氣門等相對的部位。這樣可以輔助診斷活塞頂碰缸蓋、氣缸凸肩(因磨損過甚所致)、氣門座圈脫出、曲軸折斷和主軸承松曠等故障。
2、B—B區域可聽察的故障
在該區域的氣門室一側,可聽察氣門組合件及挺桿等發響。如在氣門室對面,用螺絲刀觸試,可輔助診斷活塞敲缸一類故障,如拆下加機油口蓋,用耳聽察,可輔助判明活塞銷、連桿軸承、活塞環漏等故障。
3、C—C區域可聽察的故障
在該區域,用螺絲刀子觸試凸輪軸的前、后襯套部位或觸試正時齒輪室蓋部位,可輔助診明凸輪軸正時齒輪破裂或其固定螺母松動、凸輪軸襯套松曠等故障。
4、D—D區域可聽察的故障
在該區域,用螺絲刀子觸試氣缸體與油底殼分開面的附近(凸輪軸的對面),可以輔助診明主軸承發響或曲軸斷裂等故障。兩個部位,加油口和正時齒輪蓋部位。
|
圖3 柴油機故障聽診工具 |
圖4 柴油發動機異響部位圖 |


三、氣門異響現象和原因
1、氣門室異響
柴油發電機在怠速時,可清楚地在氣門室罩蓋處聽到“喀噠喀噠”的響聲且有時帶“嗡”聲。嚴重時發動機的加速性能下降,伴有啟動困難和個別缸工作不良的現象。
(1)原因
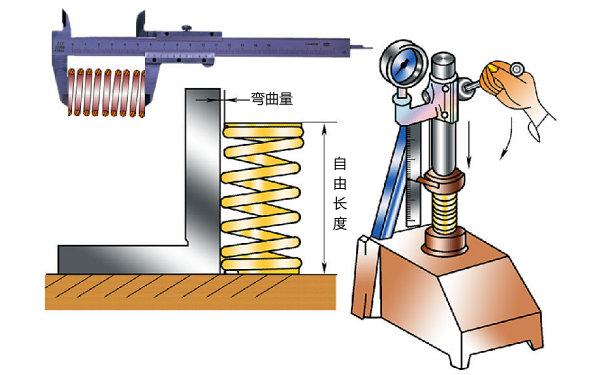
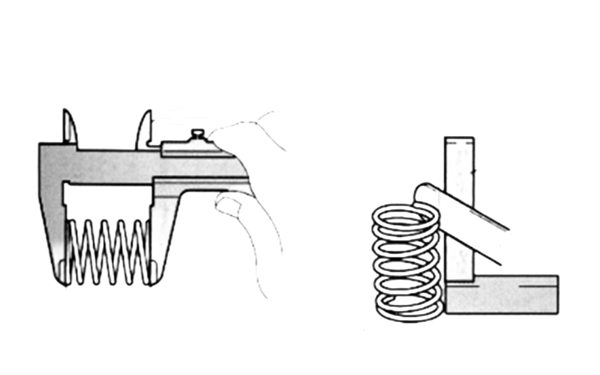
① 氣門彈簧質量差,彈力過弱或歪斜,檢查方法如圖5和圖6所示。
② 氣門彈簧斷裂。
(2)診斷與處理方法
① 氣門彈簧響聲主要是由于彈簧斷裂引起的,它的聲音沒有氣門腳響的余音干凈。氣門彈簧是否斷裂,拆開氣門室罩蓋就可以看出。在響聲不很明顯的情況下可改變轉速,當柴油機轉速改變時,氣門彈簧會發出明顯的無節奏的異響。
② 在靜態下,可打開氣門室罩蓋,用旋具撬動彈簧檢查,也可用旋具滑動敲擊彈簧,若聲音不同于其他彈簧,有沙啞聲,則說明該彈簧有裂紋或折斷,應及時更換。
|
圖5 氣門彈簧垂直度檢查示意圖 |
圖6 氣門彈簧自由長度和失真檢測 |
2、氣門座圈松動響
響聲比氣門腳響的聲音破碎,隨轉速變化時大時小,冷機運轉時響聲易出現。
(1)原因
① 氣門座圈的材質和加工精度不符合要求,受溫度變化的影響而松動。
② 裝配過盈量不足,座圈與孔配合不緊。
(2)診斷與處理方法
在氣缸處于壓縮沖程,進、排氣門均關閉的狀態下,利用高壓空氣從噴油器安裝孔處充氣,用紙點著火放在排氣管出口處或進氣口處。若火苗向外吹動,說明排氣門座圈或進氣門座圈松動,應予以更換或重新安裝。
3、氣門漏氣響
氣門漏氣響在氣門室外,在高負荷、低轉速時較為明顯,響聲隨負荷增加而增強,主要原因是在鉸削氣門座時,由于操作不當或氣門導管內孔磨損過甚,使氣門座歪斜或氣門間隙小,致使氣門燒蝕引起氣門關閉不嚴而漏氣響。
處理方法:拆下氣缸蓋,研磨氣門,檢查氣門彈簧彈力,重新調整氣門間隙。
4、氣門敲擊響
在發動機怠速運轉時發生氣門桿尾端與其驅動件之間發生連續不斷的敲擊聲,隨轉速增大而增強,發動機溫度改變或斷火時聲響無變化。
(1)主要原因:
① 調整好的氣門間隙有變動(鎖止不牢、氣門桿與驅動件之間磨損),氣門未調整好。
② 氣門調整螺釘磨損,鎖緊螺母松動,氣門間隙過大或不一致。
③ 氣門彈簧座磨損起槽,氣門桿與導管磨損過甚,如圖7所示。
(2)處理方法:
① 重新調整好氣門間隙,更換磨損嚴重的部件。
② 若調整螺釘上的鎖緊螺母松動,應予以鎖牢
③ 氣門彈簧折斷,應更換。
5、氣門座響,座圈脫落
氣門座圈表面粗糙,加工精度不合格,座圈的過盈量選配不當造成松曠,選材不當遇熱后變形過大,或氣門座的鑲配工藝不合要求。
處理方法:按照裝配工藝要求重新鑲配氣門座,上端面與體平面齊平,高出部分要修平,檢查方法如圖8所示。
|
圖7 氣門導管過度磨損區域示意圖 |
圖8 氣門座凹陷度檢查 |


總結:
發動機主要有兩大機構和五大系統組成,一般發動機異響主要集中產生在曲柄連桿機構和配氣機構,其中曲柄連桿機構異響主要包括:曲軸主軸兀異響、連桿軸瓦異響、活塞銷異響、活塞敲缸響等,配氣機構異響主要包括缸蓋氣門異響、氣門挺柱異響、凸輪軸異響、正時鏈條異響等。異響原因主要是因為零部件配合間隙變大、零件自身質量問題、裝配面有損傷或其他裝配原因等,在發動機正常工作過程中,配合的零件之間相互沖擊或干涉,導致零部件振動,產生異響。異響會加快發動機內部磨損,大大降低發動機經濟性、動力性及燃油排放性能,最終影響發動機壽命,導致異常報廢。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://m.dhgif.com




