|
技術(shù)維修與康明斯知識 |
拆卸與裝配康明斯柴油機(jī)氣門座圈的方法 |
引言:柴油發(fā)電機(jī)的氣門座圈在工作中因承受了高溫、高壓氣體侵蝕和連續(xù)沖擊載荷的作用,其工作錐面容易出現(xiàn)麻點(diǎn)、凹坑、金屬剝落、磨損變寬等現(xiàn)象,從而造成氣門關(guān)閉不嚴(yán)、缸壓下降、柴油發(fā)電機(jī)動力不足等故障。當(dāng)氣門下沉量超差或氣門底座損壞時,必須更換氣門座圈,本文為你講解正確拆卸與裝配氣門座圈的方法。
一、氣門座圈作用和結(jié)構(gòu)
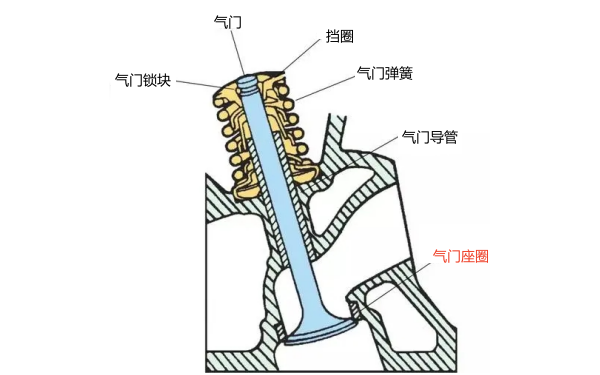
汽缸蓋上的進(jìn)、排氣道與氣門錐面相接合的部位稱為氣門座圈。氣門座圈的錐角與氣門錐角相同,一般也是30°或45°。氣門座的錐角是與氣門錐角相適應(yīng)的,以保證二者緊密座合,可靠地密封。氣門座的錐面由三部分組成。氣門座圈與氣門頭部密封錐面配合密封汽缸,氣門頭部的熱量經(jīng)過氣門座傳出去,同時它還起到導(dǎo)向作用。
1、氣門座的錐角
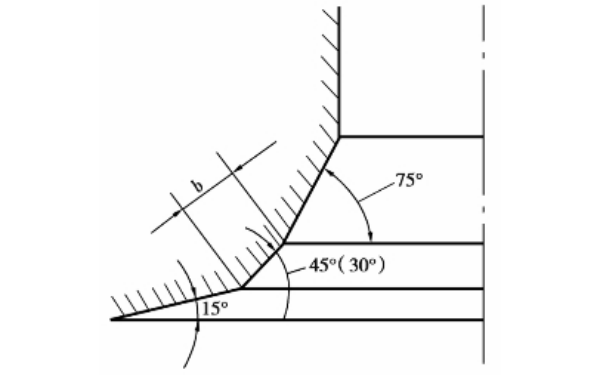
氣門座的錐角,如圖1所示。45°(或30°)的錐面是與氣門工作錐面相座合的工作面,其寬度b通常為1~3mm。過寬時,單位座合壓力減小,且易堆積雜物,密封可靠性差;過窄時,面積小,氣門頭散熱能力差。這一錐面應(yīng)與氣門工作錐面的中部附近相座合。15°和75°錐角便是用來修正工作錐面的寬度和上下位置的,以使其達(dá)到規(guī)定的要求。
2、氣門干涉角
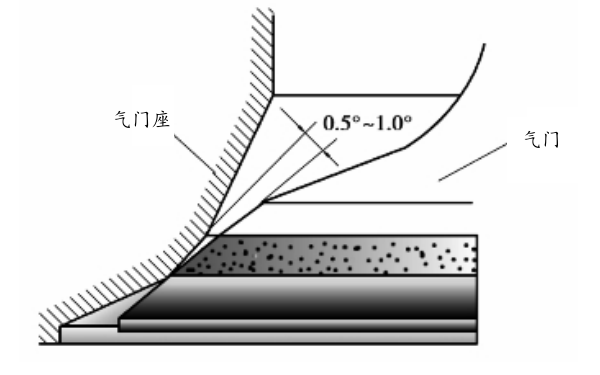
為了減小氣門錐角和氣門座錐角之間的接觸面積,提高單位壓力,加快磨合速度,提高密封性,一般情況下,在制造時控制氣門的錐角比氣門座的錐角小0.5°~1.0°,這個角稱為氣門干涉角,如圖2所示,氣門干涉角還可以擠出氣門錐角和氣門座錐角之間的夾雜物,即具有自潔作用;在氣體壓力作用下產(chǎn)生彈性變形時,可趨向全錐面接觸,即隨氣體壓力的增加,單位壓力變化較小。如果干涉角相反即產(chǎn)生負(fù)干涉角時,便將起相反作用,能防止加工時出現(xiàn)負(fù)干涉角。若產(chǎn)生負(fù)干涉角,除前述相反作用外,還使氣門暴露在熾熱燃?xì)庵械氖軣崦娣e增加,使氣門的熱負(fù)荷增加。上述諸作用中,提高密封能力和加速磨合是主要的,隨著走合期的結(jié)束,干涉角也逐漸自行消除,恢復(fù)了全工作面接觸。
|
圖1 柴油機(jī)氣門座的錐角示意圖 |
圖2 柴油機(jī)氣門座的干涉角示意圖 |
3、氣門座圈的結(jié)構(gòu)形式
氣門座圈的結(jié)構(gòu)形式主要分為整體式和鑲嵌式兩種。
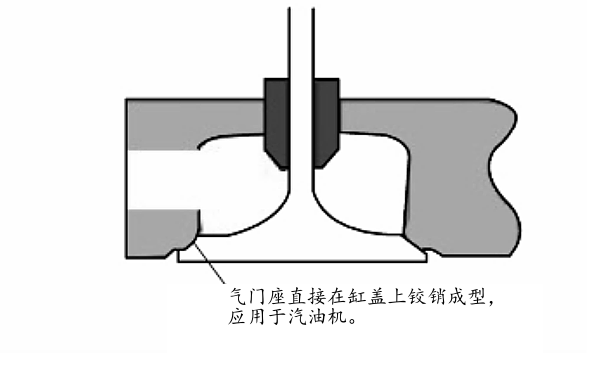
(1)整體式
結(jié)構(gòu)外形如圖3所示,整體式氣門座圈在缸蓋或缸體上直接鏜出,這種形式修復(fù)困難,且不經(jīng)濟(jì)。
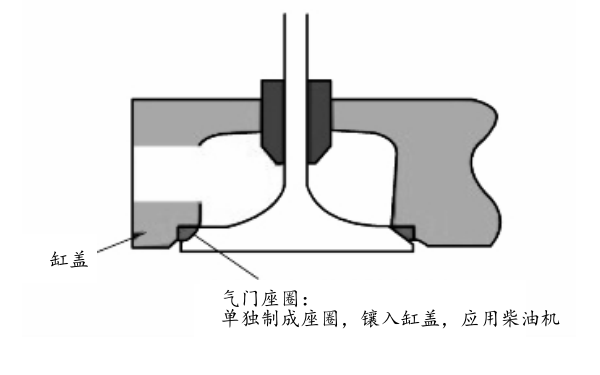
(2)鑲嵌式
現(xiàn)代柴油機(jī)上更多采用的是鑲嵌式結(jié)構(gòu),外形如圖4所示。鑲嵌式汽缸套可以節(jié)省材料,提高使用壽命,便于更換修理。大多數(shù)發(fā)動機(jī)的氣門座是用耐熱合金鋼或合金鑄鐵單獨(dú)制成座圈,然后壓入汽缸蓋(體)中。鑲嵌式結(jié)構(gòu)氣門座一般都采用較好的材料,如合金鑄鐵、奧氏體鋼等。鑲嵌式氣門座導(dǎo)熱性差,加工精度要求較高,如果裝配不當(dāng),會發(fā)生松脫或與缸蓋配合不好。
|
圖3 整體式氣門座. |
圖4 鑲嵌式氣門座圈 |
二、氣門座圈常見磨損原因
1、磨損原因
(1)承受力過大
在發(fā)動機(jī)工作中,氣門座承受較大的往復(fù)沖擊負(fù)荷,氣門與氣門座圈貼合的地方受到了持續(xù)性大量的碎屑或粉塵的撞擊磨損導(dǎo)致氣門座圈磨損直至消失。經(jīng)過一段時間的使用,就會出現(xiàn)氣門下陷量增大、密封不嚴(yán)等現(xiàn)象。當(dāng)氣門座圈工作錐面上邊緣低于缸蓋平面(頂置氣門)或低于氣缸體平面1.50mm,或裝入的氣門頂平面低于氣門座頂面0.50mm時,即應(yīng)更換。
(2)高溫、高壓及干摩擦
當(dāng)發(fā)動機(jī)工作時,氣門座圈與氣門始終處于高溫、高壓、干摩擦狀態(tài)中,氣門座圈還要受到氣門工作錐面的長期撞擊,氣門座圈工作錐面會出現(xiàn)裂紋、殘缺、斑點(diǎn)、腐蝕、孔洞和嚴(yán)重的燒損。這些缺陷不能修復(fù)時,應(yīng)重新鑲換氣門座圈。
(3)氣門座圈松動
氣門座圈與其座孔配合不當(dāng)時,座圈就會松動,在它本身重量的作用下自然脫落。座圈脫落后如發(fā)現(xiàn)較遲,脫落的座圈破碎后導(dǎo)致氣門頭部折斷,致使活塞破裂和氣缸蓋燃燒室開裂而報廢。因此,一經(jīng)發(fā)覺,即應(yīng)更換。
(4)進(jìn)氣道有異物
有異物和顆粒物等,伴隨渦輪增壓器進(jìn)氣葉輪損壞并有碎屑隨進(jìn)氣道進(jìn)入氣門及氣門座圈組件中。
(5)早期燒蝕
當(dāng)排氣門頂帽內(nèi)端面與排氣門桿上端沒有間隙的時候,氣門因為無法轉(zhuǎn)動,就會使其局部過熱,從而導(dǎo)致氣門座早期燒蝕,造成磨損的。
2、修配工藝
(1)鑲配氣門座圈
此項工作應(yīng)在換裝氣門導(dǎo)管后進(jìn)行。氣門座圈外圓面圓度必須正確,圓度和圓柱度偏差應(yīng)不大于0.01mm,粗糙度Ra不大于1.6μm。氣門座圈鑲?cè)牒螅瑧?yīng)檢查、修整氣門座圈高出的部分,使其不超過氣缸蓋或氣缸體的平面。檢查氣門座圈中心與氣門導(dǎo)管的中心應(yīng)一致,其偏差不得超過0.03mm。氣門座圈鑲配妥善后,還需進(jìn)行鉸銑和氣門的研磨。
(2)氣門座圈承孔的工藝要求
更換氣門座圈時要檢查氣門座圈承孔是否符合技術(shù)要求。氣門座圈承孔圓度和圓柱度變形大于0.025mm時應(yīng)加工修整,鑲配相應(yīng)尺寸的氣門座圈。氣門座圈與承孔有兩級加大尺寸,每級為0.50mm。修整氣門座圈承孔時,承孔底部應(yīng)平整,圓度正確。下口可略大于上口,氣門座壓入后不易松脫。承孔表面應(yīng)光滑,粗糙度Ra不大于1.6μm,圓度偏差不大于0.025mm。氣門座圈與承孔的配合過盈量一般為0.07~0.16mm。過小,配合不緊密,容易松動;過大,在鑲嵌時又將擠削去一層金屬,也不牢固。
(3)鉸削氣門座
氣門與氣門座圈接觸密封帶,進(jìn)氣門工作寬度一般為1.0~2.2mm,排氣門一般為1.5~2.5mm。當(dāng)氣門密封帶磨損變寬超過3mm以上,接觸帶出現(xiàn)燒蝕凹坑用研磨法不能消除時,應(yīng)使用專用的氣門座鉸刀重新鉸削氣門座錐面。鉸削氣門時,為了保證氣門與座有正確接觸位置以及接觸印痕的寬度,應(yīng)特別注意鉸出的氣門座中心線與氣門導(dǎo)管的中心線重合,鉸刀是以插入氣門導(dǎo)管內(nèi)的鉸刀桿來定中心的。因此,要在氣門導(dǎo)管鑲?cè)牒豌q配后,再進(jìn)行氣門座的鉸削。氣門座的鉸削可分初鉸、精鉸和光磨,要求保證其工作面角度和粗糙度,
三、氣門座拆卸
1、拆卸工具
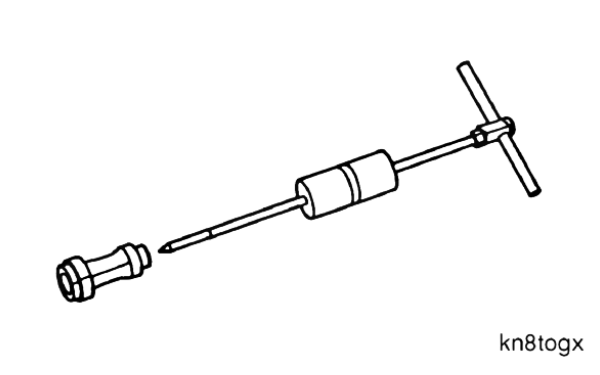
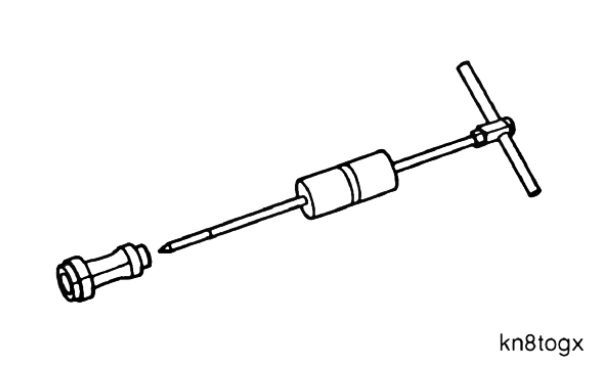
(1)氣門座拆卸器
一種康明斯公司生產(chǎn)的發(fā)動機(jī)專用工具,用于從缸蓋中拆卸氣門座而不會損壞缸蓋氣門座。工具號:排氣門為3376617(如圖2);進(jìn)氣門為3377396(如圖3)。
|
圖2 排氣門座拆卸器(工具號3376617) |
圖3 進(jìn)氣門座拆卸器(工具號3377396) |
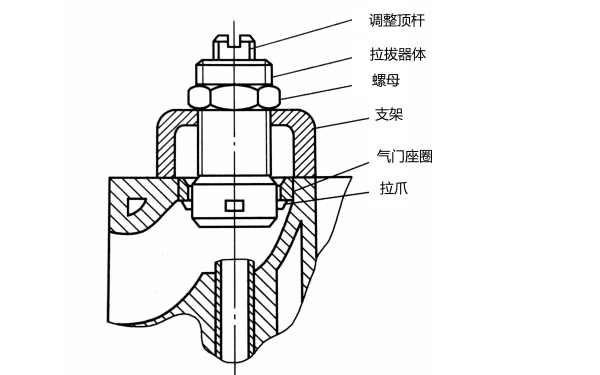
(2)采用拉拔器
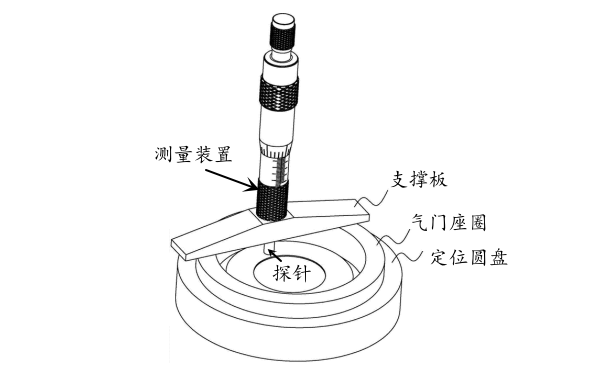
氣門座拆除前,應(yīng)對進(jìn)氣門座的軸向高度進(jìn)行測量(如圖4所示);如不符合規(guī)定,需要拆除氣門座圈再進(jìn)行檢查或更換。
氣門座圈拉拔器是一種專用工具,如圖4所示,可自制。它拆卸效率高、不會損壞缸蓋。
先在氣門座圈內(nèi)圓面上攻制螺紋,然后將相應(yīng)尺寸的螺紋桿旋入氣門座圈,在確保氣門座圈和螺紋桿垂直的情況下,用鐵錘輕輕敲擊螺紋桿,直至拔出氣門座圈。采用拉拔法基本上都會改變氣門座圈底孔尺寸,尺寸改變量取決于拉拔工具的拉拔方式及其用力方式。
|
圖4 氣門座圈測量工具 |
圖5 氣門座圈拉拔器示意圖 |
2、拆卸方法
(1)砸出法
如用專業(yè)工具仍不能取出座圈,則可采取下述方法取出:將舊氣門頭部用砂輪磨得比氣門座略小,然后將氣門和座圈焊接在一起,最后用錘子將氣門和座圈一起打出。
(2)加熱法
如銹蝕嚴(yán)重或沒有專用工具時,可采取直接加熱座圈(如使用乙炔焊加熱座圈或直接在座圈上堆焊一層金屬等方法使其升溫,待其自然冷卻收縮后撬出。
① 電焊加熱法
即采用電焊設(shè)備用焊條對氣門座圈加熱,以達(dá)到破壞氣門座圈與氣門座圈底孔過盈配合的目的。通常的做法是用焊條沿氣門座圈的內(nèi)表面連續(xù)均勻點(diǎn)焊,當(dāng)氣門座圈被加熱發(fā)紅時,立即在氣門座圈上澆上冷水,此時氣門座圈通常會斷裂。采用此法不宜對氣門座圈加熱時間過長,一般以氣門座圈被加熱到發(fā)紅為止。
② 感應(yīng)加熱法
感應(yīng)加熱是利用電磁感應(yīng)原理將工頻電源變換成特定頻段的電源從而加熱金屬材料的一種方法。感應(yīng)加熱系統(tǒng)主要由感應(yīng)線圈、交流電源和工件組成。感應(yīng)線圈中的交變電流使氣門座圈產(chǎn)生電渦流,從而達(dá)到加熱氣門座圈的目的。試驗證明,采用感應(yīng)加熱設(shè)備對氣門座圈加熱3—6s,可輕松將氣門座圈從氣缸蓋中取出,氣門座圈底孔尺寸及周圍鑄鐵的金相組織沒有任何變化。采用此法也不宜對氣門座圈加熱時間過長,否則可能會改變氣門座圈底孔周圍鑄鐵的金相組織。
(3)切削法
即在機(jī)床上用刀具將氣門座圈切削掉。由于氣門座圈被切削到較薄時,氣門座圈收縮并與氣門座圈底孔失去過盈配合,在切削力的作用下氣門座圈與刀具一起回轉(zhuǎn),結(jié)果可能會導(dǎo)致氣門座圈底孔的尺寸變化,圓度不滿足技術(shù)要求。因此,采用此法拆除氣門座圈時,為確保氣門座圈與氣門座圈底孔良好的過盈配合,一般都需要用刀具擴(kuò)大氣門座圈底孔尺寸,同時采用相應(yīng)加大外徑尺寸的氣門座圈與之配套使用。
三、裝配
在裝配新氣門座圈時,要測量確認(rèn)座圈孔與座圈之間的配合是否符合要求。一般情況下,進(jìn)氣門座圈與座圈孔的過盈量為0.075~0.12mm,排氣門的為0.10~0.16mm。鑲?cè)胱蟮亩嗣娴陀诟咨w平面的尺寸也應(yīng)符合要求,否則應(yīng)修整座圈高出部分。氣門座圈的材料為耐熱鑄鐵,如直接安裝,往往會將座圈砸裂或鑲不到位,損傷座孔。為避免機(jī)件損壞,可采取以下兩種方法。
1、冷縮法
有條件的可將座圈放入-196℃的液氨中保持15~20s,而后迅速放入座圈孔內(nèi)。如無條件,則可將座圈置于-30℃的冷柜內(nèi)保持2h以上,取出后迅速裝入座圈孔即可。
2、加熱法
可加熱座圈孔到100~180℃,再墊以軟金屬迅速將座圈壓入座圈孔內(nèi)。加熱時最好對缸蓋整體加熱,以防缸蓋受熱變形。
|
圖6 氣門座圈外形圖 |
圖7 氣門座圈安裝位置圖 |
總結(jié):
氣門座圈一旦磨損就會有不同程度的發(fā)動機(jī)故障問題出現(xiàn),所以想要成功避開故障,而且能夠保持良好的施工狀況,那么平時挖掘機(jī)的保養(yǎng)工作一定不能懈怠,尤其是對濾芯這類保養(yǎng)件,更換一定要及時,另外也要注意選用有質(zhì)量保障的保養(yǎng)件。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請通知我們!
溫馨提示:未經(jīng)我方許可,請勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://m.dhgif.com




