|
故障檢修與技術維護 |
康明斯柴油機配氣機構拆裝與維修流程 |
摘要:柴油機輸出功率嚴重降低,主要表現在發電機組帶載能力明顯下降。一個或多個汽缸缺火,并且一個或多個汽缸壓力不足。此時可以考慮將柴油機拆解中修了,康明斯公司在本文主要是講解配氣機構在中修時的常規程序。首先,柴油機在工作較長時間之后,通常進氣門和排氣門密封不嚴,造成壓縮不良。另外,氣門挺桿也有磨損,導致氣門打開的時間長度與規范不符。氣門彈簧也可能斷裂或有軟化的跡象。汽缸墊和氣門機構中的一些零部件可能磨損或損壞。然后,根據分析結果,有次序地進行維修。
1.拆解汽缸蓋
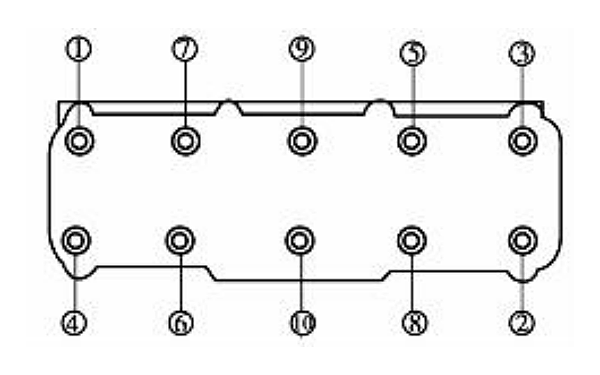
(1)按照螺釘的松動原則(由兩邊到中間交叉進行)分2~3次松動汽缸蓋的固定螺栓(見圖1),取下汽缸蓋和汽缸墊。從柴油機上拆下汽缸蓋后,徹底清洗挺桿和推桿。
(2)拆下氣門搖臂機構,徹底清洗每個零件。
(3)檢查搖臂與氣門和推桿接觸的一端是否磨損。如果在氣門一端有明顯的磨損痕跡,一些搖臂可以通過研磨消除磨損。最大的金屬加工余量是0.010in左右。
(4)檢查每個推桿的平直度,在平面上滾動推桿就可以完成這項檢查。
(5)仔細檢查氣門導管。注意:氣門桿與導管之間的間隙是否符合制造廠的規范。如果是,一些柴油機的氣門導管可以鉸削到下一個較大的尺寸,然后匹配一個大號的氣門即可。根據發電機組的年代和廠家,可獲得的氣門有標準尺寸的和大號尺寸的,例如,0.00295 in、0.0059 in和0.00984 in。一定要查看制造廠的維修手冊,以確認廠家是否允許這樣做。
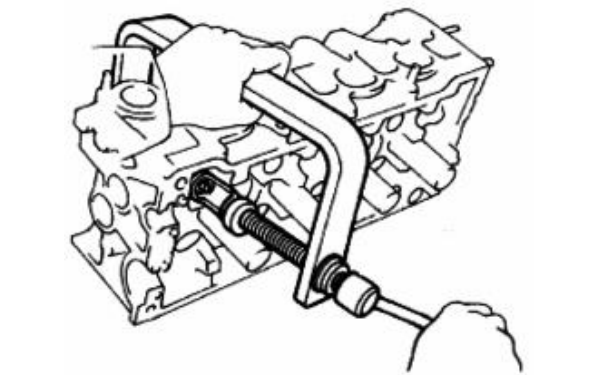
(6)用彈簧壓具拆下氣門,拆卸氣門的工具有多種形式,常見的如圖2所示。
(7)將汽缸蓋放在合適的地方,以便彈簧壓具能夠裝到各個氣門上。
(8)確認彈簧壓具與氣門的尺寸相配。通過擰緊氣門彈簧壓具慢慢地壓縮氣門彈簧。
(9)當氣門彈簧被完全壓縮時,小心地拆卸氣門鎖片和氣門彈簧座。
(10)慢慢地松開氣門彈簧壓具。
(11)檢查氣門桿的末端是否有毛刺,這是由搖臂敲擊氣門造成的。在拆卸氣門之前,用銼刀仔細地剔除這些毛刺。如果毛刺不剔除,可能會刮傷氣門導管的內壁,導致柴油機在重新裝配后漏油。
(12)小心地拆卸每個氣門,將氣門從氣門導管中推出來。
(13)將汽缸蓋和燃燒室中的積炭徹底清除干凈,對于鋁制缸蓋,小心不要損壞或刮傷相對較軟的鋁缸蓋。
(14)用小沖頭剔除較大的積炭。
(15)用電鉆和粗糙的鋼絲刷清理掉燃燒室上的積炭。在操作過程中,一定要戴好面罩和護目鏡。
(16)徹底清除氣門上的所有積炭。用沖頭剔除較大的積炭,小心不要鏨到氣門表面上,尤其是圓角部位。將鋼絲刷裝在電動研磨機上,清除剩下的氣門積炭。不要用鋼絲刷清理氣門桿。將氣門浸泡在清洗劑中,以軟化剩下的積炭和膠質。用拋光級砂紙(粗糙度不能超過300號)清除剩下的膠質。
|
圖1 氣缸蓋固定螺栓松開順序 |
圖2 柴油機的氣門拆卸圖 |
2.氣門的檢修
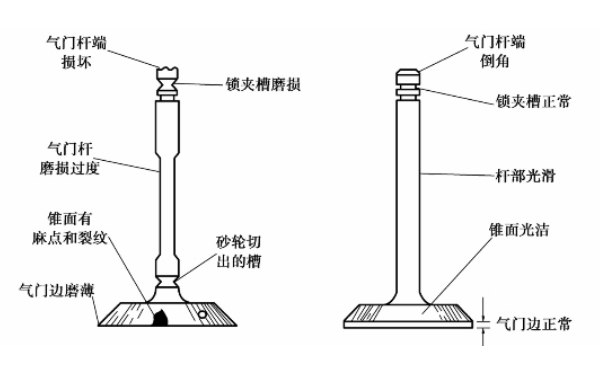
氣門常見損傷有氣門桿部及氣門頭部過渡面產生裂紋,氣門及氣門座接觸面磨損和燒蝕,氣門桿部彎曲和磨損,氣門桿部端面磨損,氣門桿部與導管配合松曠等,如圖3所示。觀察氣門是否有裂紋、破損、燒損,工作面有嚴重的斑點、燒蝕、刻痕和凹陷等,損傷氣門端部鎖片槽有無磨損,如有磨損則應給予更換。
(1)氣門桿彎曲度及氣門頭部歪斜度的檢查
① 原因:
由于氣門間隙調整不當或汽缸蓋與汽缸體間的襯墊太薄,造成活塞在上止點時碰撞氣門而導致氣門彎曲或斷裂;長時間超負荷或超速行駛,排氣溫度過高,使材料組織發生變化,強度急劇下降而斷裂。
② 措施:
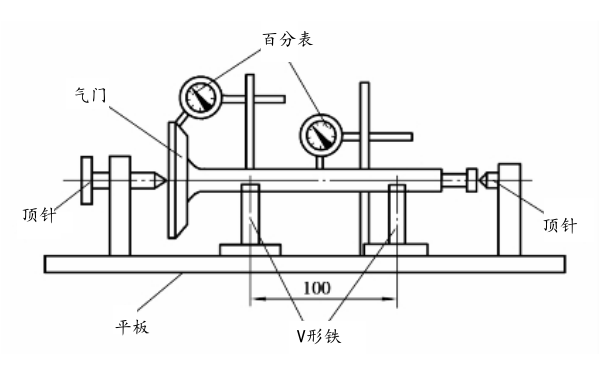
清除氣門積碳并將氣門擦凈,將氣門桿支承在兩個距離100mm的V形架上,如圖4所示,將氣門兩端固定在平板上頂針之間,用百分表架固定兩個百分表接觸氣門桿部并保證一定伸縮量,旋轉氣門一周,觀察氣門桿的百分表指針的擺動情況。將表針擺差與技術標準相比較,若超出規定范圍,則說明該氣門桿有彎曲,應進行校正或更換。觀察氣門頭部百分表的指針擺動情況,讀數最大和最小之差的1/2即為氣門頭部的傾斜度誤差,與技術標準相比較,若超出規定范圍,則說明該氣門頭部傾斜度超差,應進行更換。
|
圖3 氣門常見損傷現象 |
圖4 氣門桿彎曲度及外斜度檢查 |
(2)測量氣門桿的磨損程度
由于氣門桿在工作時與氣門導管不斷摩擦,容易引起氣門桿磨損。氣門桿磨損后,氣門桿與導管孔的間隙增大,易使氣門歪斜,工作時來回晃動,就會使氣門錐面偏磨,從而引起漏氣。當高溫廢氣通過導管孔間隙,使氣門及導管過熱,加速它們的磨損,并可能由于導管中潤滑油燒結,使氣門卡死而無法動作。
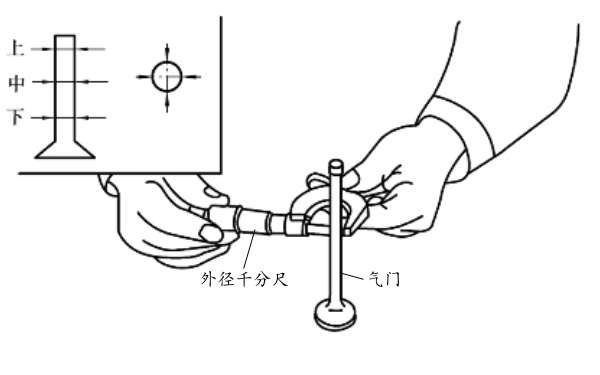
用外徑千分尺測量氣門桿的磨損程度,如圖5所示。測量部位在氣門桿上、中、下三個部位,將測量的尺寸與技術標準尺寸比較,通常也將測量結果與氣門桿尾部未磨損部分對比,若超過規定范圍,應更換。也可用經驗法檢測,如用手觸摸有明顯的階梯形感覺時,應更換氣門。
(3)氣研磨氣門和氣門座
① 如果氣門桿不直,或有裂紋,或失圓,必須進行修整。
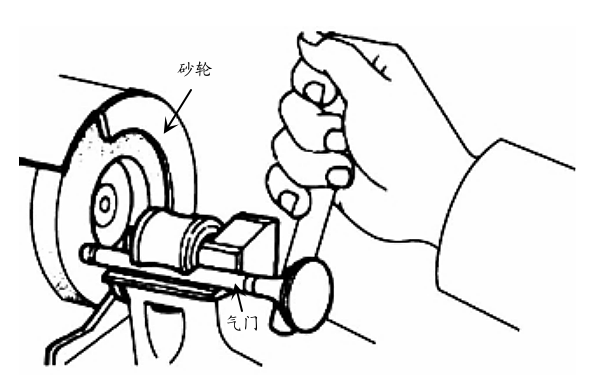
② 使用氣門砂輪進行磨削(如圖6所示),首先正確地安裝磨石。
③ 將氣門裝到卡盤內,然后擰緊。
④ 開啟砂輪,將氣門移向磨輪。確認冷卻液閥門已經打開,冷卻液能夠流到氣門上。
⑤ 慢慢地進給和磨削氣門,確認氣門沒有變藍。如果氣門變藍,說明氣門太熱,一次削量太大。
⑥ 繼續磨削氣門,知道所有的蝕點和磨損痕跡都被磨去。
⑦ 如果氣門桿上的溝槽被磨去,必須重新切槽,槽的寬度不能超過V/32in。
如果研磨了氣門錐面和氣門桿,在安裝到汽缸蓋中后,氣門高度將與原來不同。這種不同可能會使氣門間隙發生輕微的變化,尤其是頂置凸輪軸柴油機。如果需要,按照制造廠的步驟檢查氣門彈簧的安裝高度。
|
圖5 氣門桿磨損程度檢查 |
圖6 柴油機氣門桿磨削修復 |
3.檢查氣門導管
按照制造廠的規范檢查氣門導管是否磨損,許多發電機組的保養手冊中都列出了這些規范。
① 在氣門導管的氣道一端或頂部測量氣門導管的最大直徑。
② 將伸縮式或小孔量規插到氣門導管中。
③ 取出量規后,用千分尺測量其長度。
④ 在氣門上測量氣門桿的最小直徑,通常最小直徑在氣門桿接觸氣門導管頂部的部位。
⑤ 將這兩個讀數相減,得到的值就是氣門間隙。
⑥ 平均規范是:進氣門為0.001~0.003in,排氣門為0.0015~0.0035in。注意:這些讀數可能隨著制造廠和柴油機型號的不同而不同。
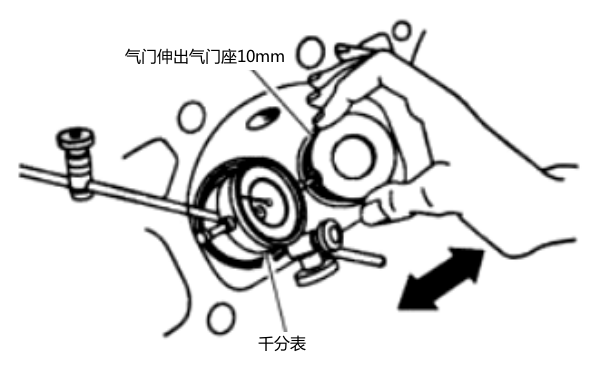
⑦ 也可以用千分表來檢查氣門導管的間隙。將千分表靠在氣門上,前后移動氣門,讀取間隙值,如圖7所示。
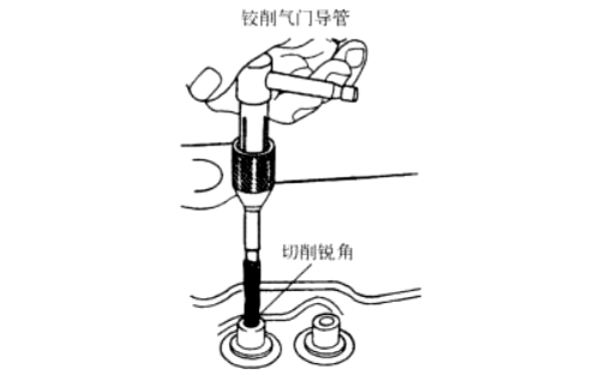
⑧ 如果間隙不符合規范,應當重新鉸削氣門導管,如圖8所示。
|
圖7 千分表檢查氣門桿間隙 |
圖8 重新鉸削氣門導管 |
4.檢查氣門彈簧
(1)在拆解汽缸蓋時,檢查每根氣門彈簧是否可能斷裂,必要時進行更換。
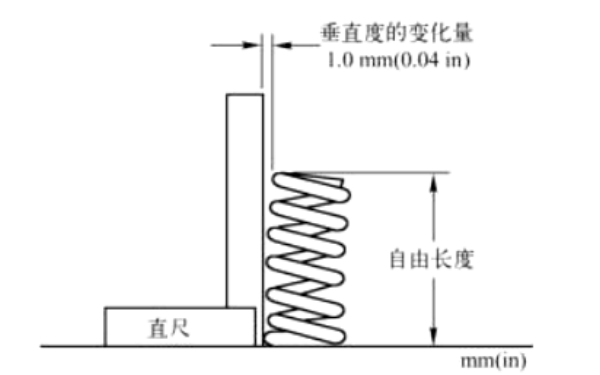
(2)檢查氣門彈簧的定位和垂直度,將氣門彈簧放在水平表面上。將彈簧的底部靠在一個直角尺上,如圖9所示。用塞尺或游標卡尺測量彈簧頂部偏離直角尺的距離,即間隙。將測量的距離與制造廠的規范相比較,允許的最大距離可能不完全相同,但一般在116~5/64in之間。
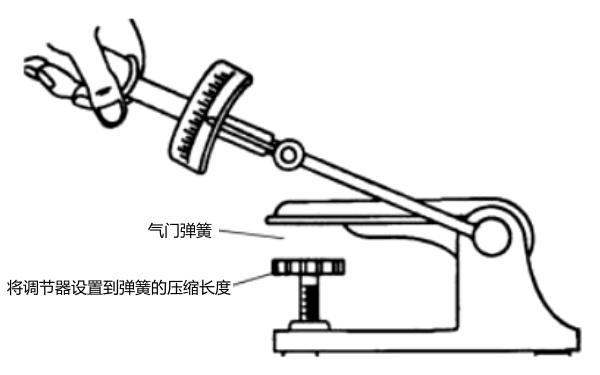
(3)檢查氣門彈簧的張力是否正確,一般可使用如圖10所示的彈簧張力測試儀。將彈簧放進測試儀后,將每個彈簧壓縮相同的量。彈簧張力測試儀的手柄上通常有一個限位器。在刻度表上讀取張力值,并與制造廠的規范進行比較。
|
圖9 用直角尺檢查彈簧的垂直度 |
圖10 氣門彈簧張力測試儀檢查 |
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://m.dhgif.com




