|
新聞主題 |
柴油發電機飛輪殼孔系和結合面的加工方案 |
摘要:柴油發動機飛輪殼產品為典型殼類產品,本文以具體產品為例介紹了產品功能、加工難點及加工方案;設計了自動化、柔性化程度不同的三種加工工藝方案,并分析各自特點。飛輪殼安裝于柴油發動機缸體與發電機之間,外接缸體、起動機、油底殼,內置飛輪總成,起到連接機體、防護和載體的作用。
一、飛輪殼孔系加工方案
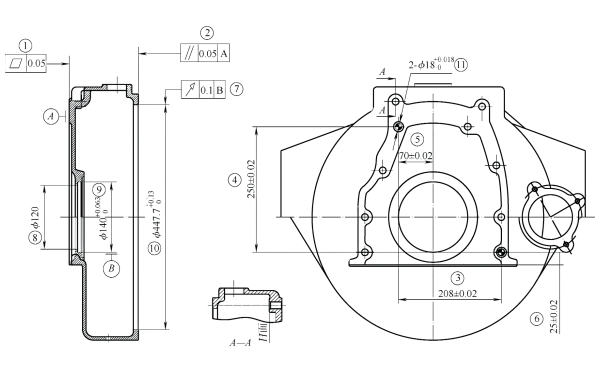
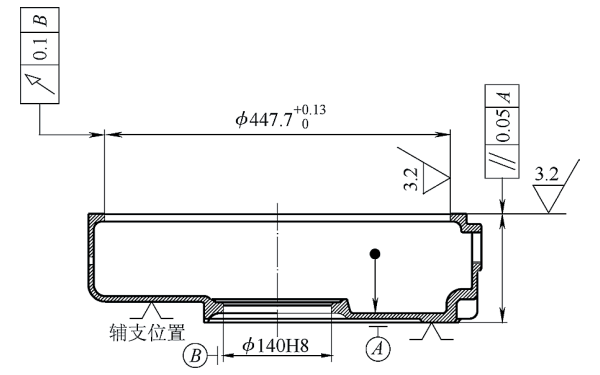
如圖1所示是康明斯柴油發電機組飛輪殼典型關鍵尺寸技術要求簡圖。為保證各孔及油底殼面至定位銷孔孔距尺寸,必須將2-φ18+0.018mm的定位銷孔、油底殼面、中心孔φ140mm(即曲軸安裝孔)安排在同一道工序內完成,減少二次裝夾帶來的定位誤差,特別是中心孔φ140+0.063mm的加工,此中心孔除了位置精度要求較高外同,此孔還是一個階梯孔,與缸體結合面不在同一個方向上。應φ140+0.063mm的中心孔與2個φ18+0.018mm的定位銷孔在一道工序內完成,減少二次定位帶來的誤差。
1、中心孔的加工工藝設計
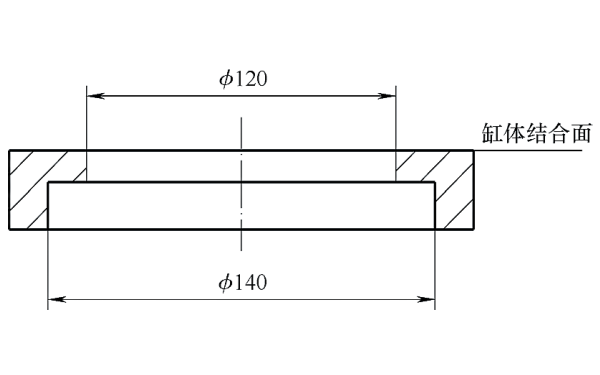
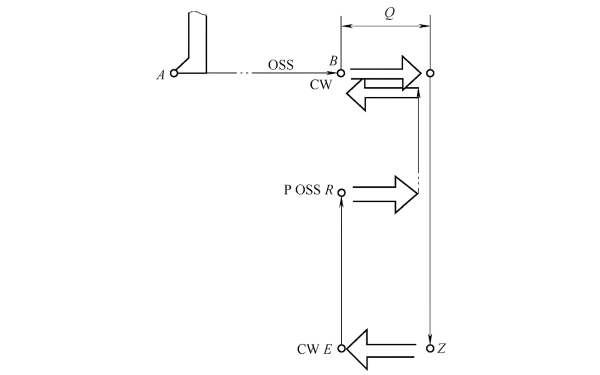
中心孔即曲軸油封安裝孔,由于中心孔是階梯孔,結構如圖2所示。為了保證產品的精度要求,刀具只能從缸體結合面方向進入,由于產品結構的特點,加工上只能選擇特殊的刀具:用階梯銑刀粗銑φ140mm孔;用精鏜刀背鏜φ140mm的中心孔。背鏜加工原理如圖3所示,刀具中心至B點后,主軸準停,主軸沿刀尖的反方向偏移Q,然后快速定位至孔底Z點,再沿刀尖正向偏移Q至E點,主軸正轉,刀具向上工進至R點,在R點主軸再準停,刀具反向偏移Q,快退離開工件。
2、定位銷孔精加工工藝設計
兩定位銷孔孔徑及中心孔距要求較為嚴格,精加工刀具有兩種方案:鉸孔和鏜孔。
在鏜刀選擇上應采用具有高精度微調機構的刀具,最小可調刻度1μm/φ。加工過程中,如孔徑尺寸發生變化,可通過調整圖片中的微調機構對孔徑進行調整。
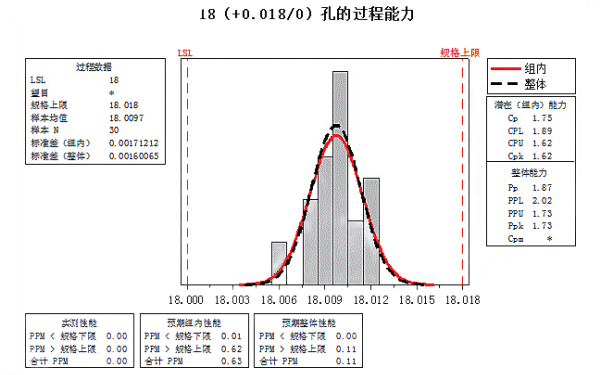
綜合分析并結合現有刀具的制造水平,應優先采用精鏜孔工藝完成兩銷孔加工。經驗證,加工精度滿足產品要求,Cpk過程能力達到1.62。數據分析如圖4所示。
|
圖1 柴油機飛輪殼產品尺寸圖 |
圖2 曲軸油封安裝孔結構局部放大圖 |
|
圖3 曲軸油封安裝孔背鏜加工原理 |
圖4 飛輪殼定位銷孔過程能力分析 |
二、與缸體結合面加工方案
缸體結合面即為基準A面,該面表面粗糙度要求為Ra1.6,采用常用的銑削工藝即可滿足粗糙度要求,關鍵是0.05mm的平面度要求較為嚴格。由于產品平面度精度要求較高,如果通過銑削加工方式來保證,還需要通過銑削工藝試驗進行驗證,表1是工藝試驗參數說明。
表1 工藝試驗參數說明
|
序號
|
使用設備
|
使用刀具
|
切削參數
|
夾緊松開前/mm
|
夾緊松開后/mm
|
|
1
|
立工加工中心
|
面銑刀
(seco)
|
v=250m/min,
vf=500mm/min
(f=0.1mm/z)
ap=0.5mm
|
0.0219
|
0.0518
|
|
2
|
0.0206
|
0.0542
|
|||
|
3
|
0.0128
|
0.0531
|
|||
|
4
|
0.0234
|
0.0506
|
|||
|
5
|
0.0186
|
0.0568
|
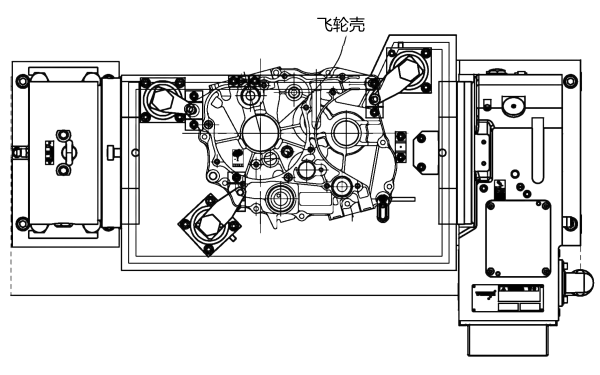
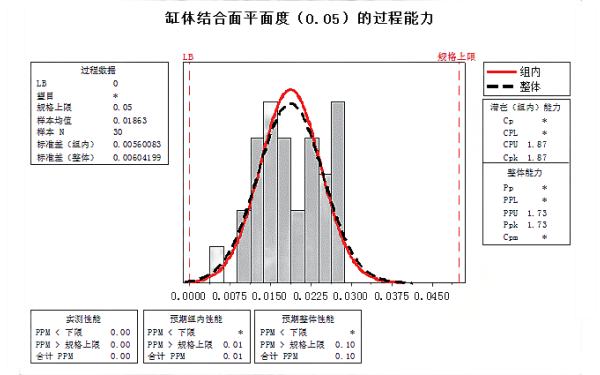
通過驗證,設備能夠滿足產品加工精度要求,但產品平面度與工裝夾緊變形關系密切,只要減少夾緊變形,銑削工藝即可滿足產品要求(夾具結構如圖5所示)。為此通過試驗,工藝上采用“銑兩遍”的方式,解決了夾緊變形對平面度的影響,即:平面A預留0.1mm的加工余量,待該工序(即A面及其上孔系)加工完成后,松開夾緊,重新用較小的夾緊力壓緊,對A面再次進行精銑。結果驗證,這樣加工后的產品能夠滿足圖樣樣要求,數據分析如圖6所示,通過分析,Cpk過程能力達到1.87。
|
圖5 缸體結合面夾具結構圖 |
圖6 飛輪殼和缸體結合面平面度過程能力分析 |
三、油底殼面加工方案
由于產品精度要求較高,只有±0.02mm,為了保證加工過程中刀具更換的穩定性、減少刀具擺差以及提高刀具的剛性,應采用液壓刀柄,以獲得高的夾持回轉精度(<0.003m m)和重復夾緊精度(<0.002mm)、穩定可靠的夾緊力,并具有阻尼減震性能等。采用
立式加工中心,用硬質合金立銑刀加工,通過加工驗證,此加工方案能夠滿足圖樣要求。
四、螺栓窩座反锪加工方案
從產品的結構上分析,因刀具無法從發電機安裝面方向進入,只能從缸體結合面(基準面A)方向采用“反锪”。
1、方案一
采用進口專用反锪刀具在立式加工中心上進行加工。
2、方案二
采用自制專用反向锪刀,在鉆床上,人工裝卸刀具完成加工。
3、兩種方案比較
(1)方案一操作簡單,但刀具前期投入成本較高,且刀具剛性較差,當毛坯余量發生變化,特別是毛坯內壁余量變化,存在刀具“單邊”切削情況,易出現打刀情況。
(2)方案二操作較方案一繁瑣,但是刀具成本低,且刀具剛性好,當毛坯尺寸變化時,不會出現打刀現象。
綜合分析,當毛坯鑄造質量較好時,優選方案一;產品批量較小時宜采用方案二。
五、止口面加工方案
止口面及中心孔車削工藝采用立式數控車床加工完成,工裝采用兩銷一面(2-φ18mm孔和基準面A)定位夾緊進行加工,其難點主要是保證0.05mm的平行度,影響平行度的主要因素是工件的裝夾及加工變形,因此控制夾緊力和加工過程中的變形是該工序的關鍵。定位裝夾方式如圖7所示。
(1)夾具定位面基面自車,保證定位面的平面度;夾具設計上采用點對點壓緊,減少夾緊變形。
(2)零件底部近1/2部分懸空,加工時懸空部分易產生震紋及加工變形,必須在懸空部位設置輔助支撐,其輔助支撐是設計關鍵。輔助支撐的設計也對加工質量有著極大的影響,其中最關鍵的就是既要起到“支承”的作用又要防止鎖緊時將工件“頂起”產生變形。
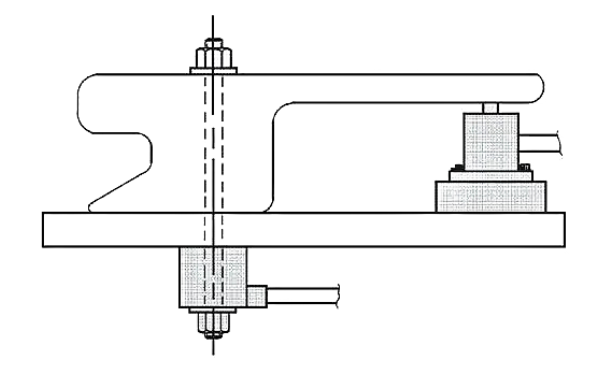
如圖8所示是杰根斯手動輔助支撐,由于采用精確雙鎖夾鉗從兩邊夾緊支撐體,產生類似虎鉗的動作機制,實踐驗證鎖緊抬起量<6mm,解決了鎖緊夾緊抬起變形問題,穩定可靠。由于此種手動輔助支撐,克服了傳統手動輔助支撐的缺點,又比液壓輔助支撐夾具制
造簡單,不需要設計專門的液壓油路,使用方便,適宜多品種加工。通過輔助支撐的合理運用,避免了剛性不足及夾緊變形對加工精度的影響。
|
圖7 飛輪殼止口面加工裝夾圖 |
圖8 杰根斯手動輔助支撐 |
六、設備選型
1、加工中心選型
為保證產品定位銷孔、中心孔、油底殼面的加工尺寸要求(±0.02mm),設備(立式加工中心)的合理選擇是關鍵,因為這些尺寸跟設備的精度有很大關系。
考慮到成本因素,可選用的立式加工中心目前常用的有兩種:一種是帶光柵尺的全反饋系統;另一種是不帶光柵尺的半反饋系統。從價格上來看,第一種設備目前大約100萬元左右,而第二種只需要50萬元左右。通過實際加工驗證國產設備能夠滿足產品要求:孔中心距250±0.02;208±0.02,過程能力Cpk均大于1.67,表明不帶光柵半反饋系統的設備的精度是能夠足產品圖樣要求的。
2、數控車床選型
由于飛輪殼尺寸較大、零件較重,為裝夾方便宜采用立式數控車床。在機床刀塔選型上應給予重視:最為常見有兩種刀塔結構,如圖13所示為立式刀塔,該結構刀具的安裝數量較多,適宜加工工件高度不高盤類零件;飛輪殼工件高度較大,有些零件結構缸體結合面中心孔也需車削加工,則適宜選擇如圖14所示的臥式刀塔。
由于飛輪殼產品結構特點,數控車削內容較少,所需的刀具數量也較少,并且機床刀塔部分是最易出現故障的地方,因此,最好的選擇是采用“排刀”方案。采用排刀方案,不僅可取消機床刀塔降低設備采購費用,并且能夠提高加工效率,消除了機床出現換刀故障的隱患。但是必須通過設計布刀圖確定刀具型號、加工路徑,防止出現超行程以及刀具與夾具、工件發生碰撞。
結語:
隨著新一輪產業升級浪潮的來臨,自動化、智能化已成為傳統制造業繼續生存的必由之路。新的工藝設計理念不斷出現,將傳統組合機工藝特點與數控加工工藝特點相融合,針對不同類型工件的定制“數控專機”,不僅發揮了傳統專機高效的特點,而且具備了數控設備高精度和通用(一定柔性)的特點,并充分考慮機械手自動上下料的方便性。同時,新型刀具、夾具和檢測技術也不斷涌現,特別是機床在線自動檢測與找正技術的應用,大幅降低了工裝定位精度的要求和夾具的復雜程度,甚至顛覆了傳統工藝設計的一些禁忌,使得工藝設計更加靈活。在柴油發動機零部件質量要求不斷提高、成本不斷降低的市場背景下,零部件制造正朝著自動、高效、主動測量(自動補正)方向快速發展。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://m.dhgif.com




