|
新聞主題 |
康明斯柴油發電機零件順序和方向的裝配標記 |
摘要:柴油發電機的可靠性除決定于零部件的材質、加工及后期的使用保養外,柴油機的裝配也是影響其可靠性的基本因素。康明斯柴油發電機上有一些配合度要求較高的零件,為保持其良好的配合特性,相配合的零件上作都有記號,在安裝時要注意這些記號和標記,避免搞亂次序破壞原有匹配。康明斯公司在本文中對柴油發電機裝配技術要點、以及零件要注意的標記和記號做了特別提醒,提高柴油發電機修理質量和效率。
一、裝配技術要點
(1)掌握機件的結構與部件的連接關系,避免錯裝與漏裝。
(2)準備組裝的零部件與總成需通過檢驗和試驗,務必保障質量達標.零件容易損壞、緊固鎖止件必須所有更換.間隙配合的零件工作層面,不許有劃傷、毛刺等損壞。
(3)嚴謹維持零件、潤滑油道清潔。實施裝配時,零件務必完全清潔。實際表明,零件的清潔質量,關系到其修理的質量。潤滑油道中污垢沉積不清潔,會造成油道的截面積磨損,然而潤滑油流動阻力就提升,降低潤滑油流量,運轉機件的潤滑環境下降。零件表面的灰塵參雜于潤滑油中,于是隨著潤滑油循環,就可造成不同程度的磨料磨損.零件清洗潔凈后需使用壓縮空氣清干,且在光潔面涂上機油,避免生銹。氣缸體上配置缸蓋螺栓的盲螺孔中不可累存油液與污物,防止旋入缸蓋螺栓時,擠壓孔中的積液從而導致極高的液壓,造成螺孔四周的缸體平面向上凸起或開裂。而裝機油泵與機油濾清器時,必須存滿機油。
(4)不同運動部件在裝配時,需在裝配時活動起來,要無片滯情況,不可在全部裝完后進行檢查,需要裝配同時進行檢查,有助于判斷故障部位。
(5)不可互換的零件,組標記好裝配,避免錯裝.在規定有一定方向與記號的零件、組件,都要根據一定的方向與記號裝配,避免裝錯。
(6)保障機件每個部位的密封設備完好。密封設備的作用,重點是避免出現漏油、漏氣、漏水情況,且避免灰塵、濕氣混在機器內部。在修理中一般因為密封設備不好,導致出現漏油、漏氣與漏水的情況.諸如氣缸墊漏氣時,氣缸的密封性遭到損壞,進而造成發動機功率就下降。或是曲軸油封密封不好時,在縮短軸承的運轉時長情況下,還出現擴大其它機件的磨損。因而在裝配時,需更換全部的密封襯墊與“0”形圈以及正確地裝置油封,實現密封可靠性.
(7)核心機件的螺栓或螺釘的螺紋,若有變形、拉長與滑扣時,都要及時換新;雙頭螺柱安裝時需盡可能擰到最緊;而有順序與扭矩規定的很新螺栓或螺母,都要根據標準的順序與扭矩擰緊,防止受力不均,導致零件翹曲變形,更甚者破裂。合理的擰緊順序是:從中央開始,然后左右對稱擰緊。對十四、六、八個螺栓連接的零件,一般是分次對角擰緊。
(8)在規定需裝開口銷、鎖片、彈簧墊圈與保險鐵絲等止鎖零件處,須安裝妥當。
(9)在裝配時,需正確運用工具,不可使用錘子隨意敲打零件表面,必要時需墊上銅棒等。
(10)重要密封部位應涂密封膠。安裝橡膠自緊油封時,應在唇口和外圓涂抹機油后,再用壓具壓入油封承孔中。
二、柴油機零件的裝配記號
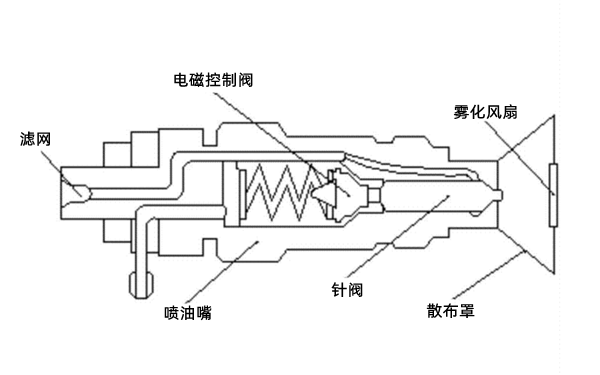
1、噴油器的標記
圓筒型PT噴油器的型號標記在噴油器體出油口處圓簡外表面上。例如PT(D)噴油器的標記為178—A—8—7—17,其中178—A是噴油器在噴油器試驗臺上校準的流量代號,178表示178mL。字母A表示178mL是在進油壓力為838kPa時1000次噴油量的80%,即800次的噴油量。因此1000次噴油量為178/0.8-222.5mL。若字母為B,則表示進油壓力為838kPa時600次的噴油量。若字母為C,則表示進油壓力為559kPa時的800次噴油量。無字母則為每1000次的噴油量(mL)。
(1)8——噴油孔為8個。
(2)7——噴油孔的孔徑為0.1778mm(0.007in)。
(3)17——噴油孔角度即噴油孔軸線與水平面的夾角。
(4)N系列柴油機的噴油器以8—7—17和8—8—18較多。
(5) K系列柴油機主要使用10—0.0085—10和9—0085—10的噴油器[0.0085表示噴油孔直徑為0.2159mm(0.0085in)。
單體柱塞式噴油油泵中調節齒輪與調節齒桿的記號,柱塞上的凸耳與調節齒輪長槽缺口上的記號。拆卸中對上述機件的部位及零配件所做的記號加以核對和辨認,沒有記號的要用油漆、刻痕、打印等方法,在零件的非工作面上做出必要的記號或標記,以便裝配時按號配對,保持原來的配合關系和調整間隙與角度的準確性。
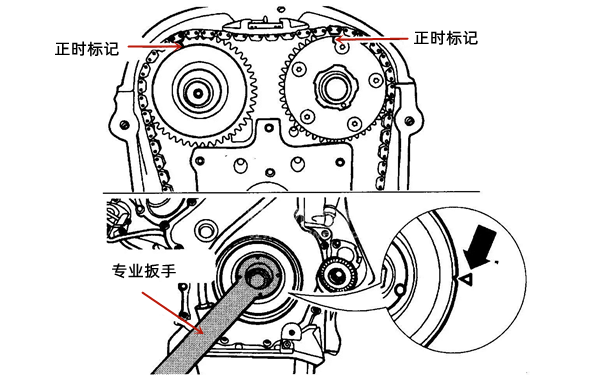
2、正時齒輪的嚙合記號
為確保配氣和供油正時,正時齒輪上一般都有裝配記號,安裝時只需使各記號分別同時對正即可。發動機正時齒輪記號不清或無記號的裝配方法:
(1)進氣門提前開啟角度計算法
① 取下凸輪軸齒輪,使齒輪脫離嚙合。
② 使第一缸活塞位于壓縮上止點。
③ 根據原廠進氣門提前角度標準,計算出飛輪逆時針的弧長或曲軸三角帶輪的弧長,在飛輪上或曲軸三角帶輪的外圓上作好記號。
④ 轉動曲軸,使飛輪上進氣門提前角標記與飛輪殼上或齒輪蓋上的指針重合,這正好是進氣門開啟位置,這時裝上凸輪等正時齒輪即可。
(2)凸輪“上八字”法
如果不知道進氣門的開啟角度,可將第一缸活塞轉至壓縮上止點位置,再將凸輪軸齒輪或將惰齒輪(柴油機)取出,使齒輪間脫離嚙合,然后轉動凸輪軸,使第一缸進排氣門的凸輪頂點都向上,使之成為“上八字”形狀,這是凸輪的輪廊曲線,進、排氣門挺桿處于凸輪基圓和其工作曲線的始點,即相當于進氣門剛開,排氣門剛關閉的位置,在此位置上裝配各正時齒輪,即可保證齒輪間的正時關系。
(3)凸輪“下八字”法。
將第一缸進、排氣凸輪頂點都向下,使之成為“下八字”形狀,其余具體操作方法與“上八字”法相同。
(4)轉動曲軸使正時齒輪重復對號法
以4BTA3.9-G2B柴油機為例,如果凸輪軸正時齒輪記號模糊,有數個混淆記號,此時可在其中選一個記號對號相對裝配,轉動曲軸82轉,各正時齒輪應如初裝的標記對號一樣。否則再選第2個號裝配,再轉82轉,直至對上號為止,即可認定該記號為正時位置。為了今后修理方便,最好在齒輪正時位置、齒輪嚙合處用沖子打好標記。 在正時齒輪對號中,搖轉曲軸齒輪轉數公式為: 正時齒輪重復對上記號轉數=各齒輪轉數的最小公倍數/曲軸齒輪齒數。 如4BTA3.9-G2B柴油機各正時齒輪齒數為:曲軸20齒、惰齒輪41齒、凸輪齒輪40齒及噴油泵齒輪40齒。求出各齒輪數的最小公倍數為1640,代入求轉數公式得:1640/20 = 82轉。
(5)無記號試裝法
如果正時齒輪無記號可用上述第4種方法,以某齒假設記號試裝,如4BTA3.9-G2B柴油機,凸輪齒輪無記號,可先選一齒,用石臘筆打上臨時記號,搖轉曲軸82轉,若沒有重復對上記號,則表明不正時,擦去記號,另選一只,再搖曲軸82轉,如此試裝下去,直至重復對上記號為準,然后用沖子作好記號即可。
(6)采用量角器量角法
把正時齒輪取下,使齒輪脫開,再將第I缸活塞位于壓縮上止點。此時用色筆或石蠟筆,沿軸心劃十字平分線,其圓心平分線必須垂直于氣缸,轉動曲軸,用量角器量曲軸轉角,將曲軸轉至符合原廠規定的進氣提前角度,即可裝上正時齒輪。值得一提的是用量角器精度問題,以解放CAlOB凸輪為例,正時齒輪鍵槽允差±0° 20',凸輪軸健槽允差1° 30',幾種極限偏差若按同向積累起來,發動機的實際配氣相位就與規定的相差3° 30',即使是新發動機(4BTA3.9-G2B),原廠標準進氣相位角12° ±3°,而量角器可直讀.0.5°,所以用量角器量角法,可以滿足精度要求。
|
圖1 噴油器結構圖 |
圖2 凸輪軸正時標記位置圖 |
3、氣門的排列順序記號
有些機型柴油發電機的進排氣門是不同的,氣門頭部的形狀和直徑都不一樣,如進氣門插入排氣門會造成進門關閉不嚴而燒損。而修理過的氣門與氣門座都是配對研磨的,不能錯亂。
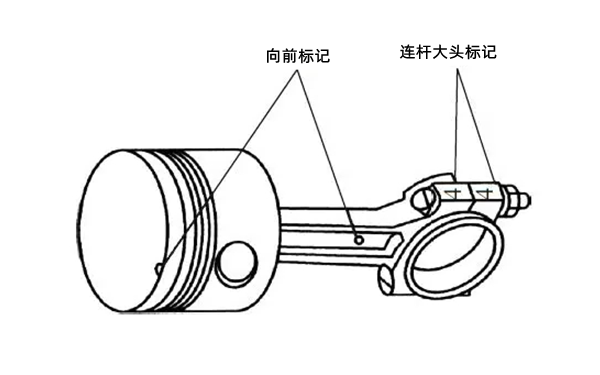
4、連桿桿身和活塞頂部的朝向標記
一般活塞上有一個朝前標記,活塞的安裝方向有嚴格的規定,柴油發電機上面有躲避冷卻噴嘴的設計。如果活塞裝反可能會造成活塞或者其他零件(噴嘴、氣門)被撞壞。另外有的柴油發電機活塞設計的時候活塞銷孔有一個偏心。如果安裝反會影響柴油發電機的性能。所以活塞的安裝方向都是有嚴格的規定。這就需要活塞頂面的標記區分方向。標記一般朝向柴油發電機前端(一般飛輪端為后端,另一端為前端)。活塞與連桿的裝配標記如圖3所示,在裝配活塞及連桿時,應當使活塞的裝配標記(活塞頂部的箭頭或缺口)與連桿的裝配標記(圓形凸臺)位于同一側。在往氣缸內安裝活塞連桿組時,應當使裝配標記朝向曲軸前端。
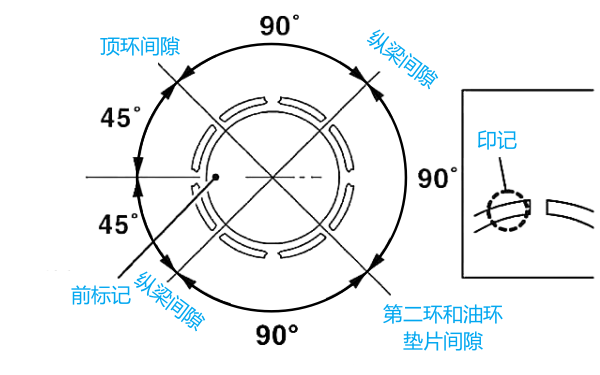
5、活塞環環口端面的朝向標記
安裝活塞環時,要注意將有倒角的或打有"上"字或有"TOP"字樣的一面朝活塞頂部安裝,這是為了保護氣缸內壁的潤滑油膜。活塞環通常在一面標注有"上"或"O"、"A"等記號,在安裝作業時,須將有標記的一面朝上安裝。
|
圖3 活塞連桿組朝向標記 |
圖4 柴油機活塞環標注印記. |
6、活塞頂上氣缸序號標記及指向標記
為保證材料、性能、重量和尺寸的一致性,所以同一臺柴油發電機,必須選用同一廠牌成組的活塞,不得拼湊。當活塞損壞需要更換時,除了零件圖號要完全正確外,還應注意活塞的質量分組標記,其中有A、B、C、D、E 5種。此標記也在活塞頂部,更換時應采用同一標記質量組別的活塞。
7、連桿大頭剖面與連桿蓋的結合配對記號和缸序號
為保證連桿大端孔在裝配和工作時的精確幾何形狀,通常連桿體與連桿蓋配對加工,并在其上標有配對記號和標明第幾缸的數字,安裝時不可弄錯,且記號在同一側。
8、主軸承座與主軸承蓋是否有配對記號和方向標記
例如康明斯4缸柴油發電機的5只主軸承蓋按從機體前端(齒輪室處)到后端(飛輪處)的順序分別刻有記號1~5,安裝時依據記號一一對正;主軸承蓋頂面鑄有方尖形標記,安裝時其頂尖(或箭頭)應指向機體前端。
9、連桿軸瓦、主軸瓦的配對記號
軸瓦與軸頸貼合度要求很高,一般都要進行單獨的配對,要求接觸面積應不小于75%,而最后一道軸瓦的接觸面積力求達到90%以上。因此軸瓦要按記號配對安裝。將連桿軸瓦裝入連桿和連桿蓋內,注意方向和配對記號,并將軸瓦背面定位唇與連桿大頭孔切槽相對。主軸瓦也要按記號安裝,注意將油孔與座上的油道對準。
10、曲軸前端的帶輪邊緣的刻度與定時齒輪室蓋指針的對應記號
這個記號是為了保持第一缸活塞位于上止點位置。
11、飛輪殼檢視孔上的指針和飛輪邊緣上的刻度有對應的記號
標記確定柴油發電機飛輪上一般都具有表示活塞上止點的標記(多缸柴油發電機通常表示第一缸活塞的壓縮上止點),當飛輪上的標記與殼體上的標記對正時,即為相應缸的活塞上止點。但并不一定是壓縮行程上止點,也可能是排氣行程上止點。因此,尚需結合氣門的開、閉情況協助確定,即緩慢轉動曲軸,當第一缸進氣門搖臂的長端下壓后(進氣門打開),又抬起時(進氣門關閉),繼續轉動曲軸,使飛輪和殼體上的上止點標記對準,此時便是第一缸的壓縮上止點。
12、曲軸后端接盤與飛輪的連接是否有裝配記號
飛輪是高速旋轉件,因此,要進行精確地平衡校準,平衡性能要好,達到靜平衡和動平衡。飛輪與曲軸在制造時一起進行過動平衡實驗,在拆裝時為了不破壞它們之間的平衡關系,飛輪與曲軸之間應有嚴格不變的相對位置。通常是按著裝配記號或用定位銷和不對稱布置的螺栓來定位。
摘要:
裝配工藝順序和裝配技術要求正確合理,是保證柴油機的可靠性、經濟性和使用壽命的一個極其重要的問題。裝配技術要求根據柴油機設計性能要求及其技術規范提出,而柴油機的裝配工藝順序則應根據不同的機型來擬定。柴油發電機的裝配不是裝到一起就完成任務,而是要保證一定的裝配精度,以保證機器、部件和組件良好的工作性能。在組裝時,如果不能嚴格地按流程進行操作,往往在試車時容易出現問題,從而返工。柴油發電機上有一些配合度要求較高的零件,為保持其良好的配合特性,相配合的零件上作都有記號,在安裝時要注意這些柴油機裝配記號和標記,避免搞亂次序破壞原有匹配。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://m.dhgif.com




