行業標準 JB/T 11878-2014
|
往復式大功率內燃機:進、排氣門技術條件 |
1 范圍
本標準規定了往復式大功率柴油發動機進、排氣門的術語和定義、結構、技術要求、檢驗方法、檢驗規則、標志、包裝、運輸和貯存。
本標準適用于氣缸直徑大于160mm的往復式大功率柴油發電機進、排氣門(以下簡稱氣門)。
2 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 228.1 金屬材料 拉伸試驗 第1部分:室溫試驗方法
GB/T 230.1 金屬材料 洛氏硬度試驗 第1部分:試驗方法(A、B、c、D、E、F、G、H、K、
GB/T 231.1 金屬材料 布氏硬度試驗 第1部分:試驗方法
GB/T 1184一1996 形狀和位置公差 未注公差值
GB/T 1804一2000 一般公差 未注公差的線性和角度尺寸的公差
GB/T 1958一2004 產品幾何量技術規范(GPS) 形狀和位置公差 檢測規定
GB/T 2828.1 計數抽樣檢驗程序 第1部分:按接收質量限(AQL)檢索的逐批檢驗抽樣計劃
GB/T 3077 合金結構鋼
GB/T 4340.1 金屬材料 維氏硬度試驗 第1部分:試驗方法
GB/T 4955 金屬覆蓋層 覆蓋層厚度測量 陽極溶解庫侖法
GB/T 4956 磁性基體上非磁性覆蓋層 覆蓋層厚度測量 磁性法
GB/T 6462 金屬和氧化物覆蓋層 厚度測量 顯微鏡法
GB/T 11354 鋼鐵零件 滲氮層深度測定和金相組織檢驗
GB/T 12773 柴油發電機氣閥用鋼及合金棒材
GB/T 23337 內燃機 進、排氣門 技術條件
JB/T 3168.3一1999 噴焊合金粉末 化學成分分析方法
JB/T 6012.2 內燃機 進、排氣門 第2部分:金相檢驗
JB/T 6012.3 內燃機 進、排氣門 第3部分:磁粉檢測
JB/T 6012.4 內燃機 進、排氣門 第4部分:摩擦焊氣門 超聲波檢測
3 術語和定義
GB/T 23337界定的術語和定義適用于本文件。
4 結構
氣門結構示意圖如圖1所示。
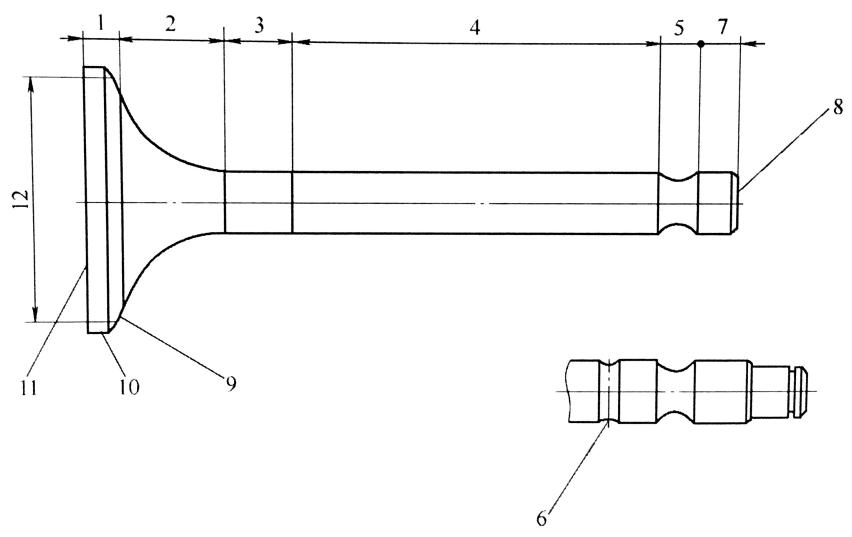
圖1 柴油發電機氣門結構示意圖
說明:
1—盤部; 5—鎖夾部; 9—盤錐面;
3一除碳槽; 7—桿端部; 11一盤端面;
5 技術要求
5.1 總則
氣門應按經規定程序批準的產品圖樣及技術文件制造。
5·2 材料
5.2.1 氣門推薦采用符合表1規定的材料牌號及化學成分的鋼制造。
5.2.2 推薦材的室溫力學性能應符合表2的規定。
5.2.3 根據需要,氣門允許選用能滿足本標準技術要求和使用要求的其他材料制造。
5.3 焊接氣門強度
當氣門采用不同材料焊而成時,桿部焊接處的抗拉強度應大于兩種材料中標定強度值(見表2)
5.4 熱處理
5.4.1 基體硬度
5.4.1 馬氏體鋼氣門經調質處理后,基體硬度應為28HRC~38HRC,同一氣門中同一材料的基體硬
5.4.1.2 奧氏體鋼、高溫合金或焊接氣門的基體硬度按產品圖樣的規定。
5.4.2 表面硬度和硬化層深度
5.4.2.1 桿端面經表面淬火后的硬度應大于或等于50 HRC;硬化層深度應大于或等于2 mm;對于桿
表1 常用氣門材料的牌號及化學成分
|
材料牌號
|
化學成分(質量分數)%
|
|||||||||||||
|
C
|
Si
|
Mn
|
P
|
S
|
Ni
|
Cr
|
Mo
|
W
|
N
|
Cu
|
Fe
|
其他
|
||
|
馬民體鋼
|
42Cr9Si2
(4Cr9Si2)
|
0.35~0.50
|
2~3
|
≤0.70
|
≤0.035
|
≤0.030
|
≤0.60
|
8~10
|
|
|
|
≤0.30
|
余
|
|
|
45Cr9Si3
(5Cr9Si3)
|
0.40~0.50
|
2.70~3.30
|
≤0.80
|
≤0.040
|
≤0.030
|
≤0.60
|
8~10
|
|
|
|
≤0.30
|
余
|
|
|
|
51Cr8Si2
(5Cr8Si2)
|
0.47~0.55
|
1~2
|
0.20~0.60
|
≤0.030
|
≤0.030
|
≤0.60
|
7.50~9.5
|
|
|
|
≤0.30
|
余
|
|
|
|
40Cr10Si2Mo
(4Cr10Si2Mo)
|
0.35~0.45
|
1.90~2.60
|
≤0.70
|
≤0.035
|
≤0.030
|
≤0.60
|
9~10.5
|
0.7~0.9
|
|
|
≤0.30
|
余
|
|
|
|
80Cr20Si2Ni
(8Cr20Si2Ni)
|
0.75~0.90
|
1.75~2.60
|
≤0.80
|
≤0.030
|
≤0.030
|
1.15~1.70
|
19~21
|
|
|
|
≤0.30
|
余
|
|
|
|
85Cr18Mo2V
(9Cr18Mo2V)
|
0.80~0.90
|
≤1
|
≤1.50
|
≤0.040
|
≤0.030
|
|
16.50~18.5
|
2~2.5
|
|
|
≤0.30
|
余
|
V:0.30~0.60
|
|
|
奧民體材料
|
45Cr14Ni14W2Mo
(4Cr14Nil4W2Mo)
|
0.40~0.50
|
≤0.80
|
≤0.70
|
≤0.035
|
≤0.030
|
13~15
|
13~15
|
0.25~0.4
|
2~2.75
|
|
≤0.30
|
余
|
|
|
55Cr21Mn8Ni2N
(21-2N)
|
0.50~0.60
|
≤0.25
|
7~10
|
≤0.040
|
≤0.030
|
1.50~2.75
|
19.50~21.5
|
|
|
0.2~0.4
|
≤0.30
|
余
|
|
|
|
53Cr2IMn9Ni4N
(21-4N)
|
0.48~0.58
|
≤0.35
|
8~10
|
≤0.040
|
≤0.030
|
3.25~4.50
|
20~22
|
|
|
035~0.5
|
≤0.30
|
余
|
C+N≥0.90
|
|
|
20Cr2INi12N
(21-12N)
|
0.15~0.25
|
0.75~1.25
|
1~1.60
|
≤0.035
|
≤0.030
|
10.50~12.50
|
20.50~22.5
|
|
|
0.15~0.3
|
≤0.30
|
余
|
|
|
|
50Cr21Mn9Ni4Nb2WN
(21-4NWNb)
|
0.45~0.55
|
≤0.45
|
8~10
|
≤0.050
|
≤0.030
|
3.50~5
|
20~22
|
|
0.80~1.50
|
0.4~0.6
|
≤0.30
|
余
|
Nb:1.80~2.50 C+N≥0.90
|
|
|
61Cr21Mn10MoIV1
NbIN
|
0.57~0.65
|
≤0.25
|
9.50~11.50
|
≤0.050
|
≤0.030
|
≤1.5
|
20~22
|
0.75~1.25
|
|
0.4~0.6
|
≤0.30
|
余
|
V:0.75~1
Nb:1~1.20
|
|
|
33Cr23Ni8Mn3N
(23-8N)
|
0.28~0.38
|
0.50~1
|
1.50~3.50
|
≤0.040
|
≤0.030
|
7~9
|
22~24
|
≤0.5
|
≤0.50
|
0.25~0.35
|
≤0.30
|
余
|
/
|
|
|
25Cr20Ni10W2SiMn
(SNCrW)
|
0.25~0.30
|
0.90~1.10
|
0.90~1.10
|
≤0.04
|
≤0.03
|
9~11
|
18~22
|
|
1.80~2.20
|
0.04~0.1
|
/
|
余
|
Nb:≤0.10
B:01~03
|
|
|
高溫合金
|
GH4751
(Incone1751)
|
0.03~0.10
|
≤0.50
|
≤0.50
|
≤0.015
|
≤0.015
|
余
|
14~17
|
≤0.5
|
|
|
≤0.30
|
5~9
|
Nb:0.70~1.20
Ti:2~2.60 Al:0.90~1.50
|
|
GH4080A
(Nimonic80A)
|
0.04~0.10
|
≤1
|
≤1
|
≤0.020
|
≤0.015
|
余
|
18~21
|
|
|
|
≤0.20
|
≤3
|
Al:1~1.80
Ti:1.80~2.70
Co:≤2
B:≤08
|
|
|
堆焊合金
|
Stellite6
|
0.90~1.40
|
1.60~2
|
≤0.50
|
≤0.030
|
≤0.030
|
≤3
|
26~32
|
≤1
|
3.50~5.50
|
|
|
≤3
|
Co:余
|
|
Stellitel2(粉)
|
1.25~1.55
|
1.20~1.70
|
≤1
|
|
|
≤3
|
28~31
|
≤1
|
7.25~9.25
|
|
|
≤3
|
Co:余
|
|
|
Stellite20(粉)
|
2.30~2.60
|
≤1
|
≤0.50
|
≤0.030
|
≤0.030
|
≤3
|
31~34
|
≤1
|
16~18
|
|
|
≤3
|
Co:余
|
|
|
StelliteF
|
1.50~2
|
0.90~1.30
|
≤0.50
|
≤0.030
|
≤0.030
|
20.50~23.50
|
24~27
|
≤1
|
11.50~13
|
|
|
≤1.35
|
Co:余
|
|
|
P37S(粉)
|
1.50~1.75
|
0.90~1.30
|
≤0.30
|
≤0.030
|
≤0.030
|
21~24
|
27.5~29
|
≤0.6
|
|
|
|
|
O?+N?≤6×10?
Co:余
|
|
|
HMS3533(粉)
|
1.50~2
|
1.10~1.50
|
0.50~1
|
≤0.025
|
≤0.020
|
15~18
|
26~30
|
4~5
|
|
|
|
余
|
|
|
|
Nil02(粉)
|
0.72~0.84
|
3.50~4.20
|
|
|
|
余
|
13~16
|
|
|
|
|
余
|
B:3~3.80
|
|
|
StelliteF(粉)
|
1.50~2
|
0.90~1.30
|
≤0.50
|
≤0.030
|
≤0.030
|
21~24
|
24~27
|
≤0.6
|
11.50~13
|
|
|
≤3
|
B:≤0.05
Co:余
|
|
|
Inconc1718
|
≤0.08
|
≤0.35
|
≤0.35
|
≤0.015
|
≤0.015
|
50~55
|
17~21
|
2.8~3.3
|
|
|
≤0.30
|
余
|
Al:0.20~0.80
Ti:0.65~1.15
Co:≤1
B:≤06
Nb:4.75~5.50
|
|
表2 常用氣門材料的熱處理方法及室溫力學性能
|
材料牌號
|
熱處理
|
室溫力學性能
|
硬度
|
熱處理方法
|
||||||||
|
淬火
|
回火
|
因溶
|
時效
|
規定塑性延伸強度
Rpo2
MPa
|
抗拉強度
R∞MPa
|
斷裂總延仲率
A1%
|
斷面收縮率Z%
|
HBW
|
HRC
|
|||
|
馬氏體鋼
|
42Cr9Si2
(4Cr9Si2)
|
1000℃~1050℃油冷
|
700℃~780℃空冷或水冷
|
|
|
≥590
|
≥880
|
≥19
|
≥50
|
266~325
|
—
|
漳火+回火
|
|
45Cr9Si3
(5Cr9Si3)
|
1000℃~1050℃油冷
|
720℃~820℃空冷或水冷
|
|
|
≥700
|
≥900
|
≥14
|
≥40
|
266~325
|
—
|
漳火+回火
|
|
|
40Cr10Si2Mo
(4Cr10Si2Mo)
|
1000℃~1050℃油冷
|
700℃~780℃空冷或水冷
|
|
|
≥680
|
≥880
|
≥10
|
≥35
|
266~325
|
—
|
漳火+叫火
|
|
|
51Cr8Si2
(5Cr8Si2)
|
1000℃~1050℃油冷
|
650℃~750℃空冷或水冷
|
|
|
≥685
|
≥885
|
≥14
|
≥35
|
≥260
|
—
|
淬火+叫火
|
|
|
80Cr20Si2Nil
(8Cr20Si2Ni)
|
1080℃~1080℃油冷
|
700℃~800℃空冷
|
|
|
≥680
|
≥880
|
≥10
|
≥15
|
≥295
|
—
|
淳火+回火
|
|
|
85Cr18Mo2V
(9Cr18Mo2V)
|
1050℃~1080℃油冷
|
700℃~820℃空冷
|
|
|
≥800
|
≥1.000
|
≥7
|
≥12
|
290~325
|
—
|
漳火+問火
|
|
|
奧氏體材料
|
45Cr14Ni14W2Mo
(4Cr14Nil4W2Mo)
|
|
|
100℃~1200℃水冷
|
720℃~800℃空冷
|
≥395
|
≥785
|
≥25
|
≥35
|
|
|
固溶時效
|
|
55Cr21Mn8Ni2N
(21-2N)
|
|
|
1140℃~1180℃水冷
|
760℃~815℃全冷
|
≥550
|
≥900
|
≥8
|
≥10
|
|
≥28
|
固溶時效
|
|
|
53Cr21Mn9Ni4N
(21-4N)
|
|
|
1140℃~1200℃水冷
|
760℃~815℃空冷
|
≥580
|
≥950
|
≥8
|
≥10
|
|
≥28
|
固溶時效
|
|
|
20Cr21Nil2N
(21-12N)
|
|
|
1100℃~1200℃水冷
|
700℃~800℃空冷
|
2430
|
≥820
|
≥26
|
≥20
|
|
|
因溶時效
|
|
|
50Cr21Mn9Ni4Nb2WN
(21-4NWNb)
|
|
|
1160℃~1200℃水冷
|
760℃~850℃空冷
|
≥580
|
≥950
|
≥12
|
≥15
|
|
≥28
|
固溶時效
|
|
|
61Cr2IMnl0MoIVINbIN
|
|
|
1100℃~1200℃水冷
|
720℃~800℃空冷
|
≥800
|
≥1000
|
≥8
|
≥10
|
一
|
≥32
|
固溶時效
|
|
|
33Cr23Ni8Mn3N
(23-8N)
|
|
|
1150℃~1200℃水冷
|
780℃~820℃空冷
|
≥550
|
≥850
|
≥20
|
≥30
|
—-
|
≥25
|
固溶時效
|
|
|
25Cr20Ni10W2SiMn
(SNCrW)
|
|
|
1050℃~1100℃水冷
|
720℃~800℃空冷
|
≥350
|
≥700
|
≥26
|
≥45
|
190~240
|
|
固溶時效
|
|
|
高溫合金
|
GH4751
(Incone1751)
|
|
|
1100℃~1150℃水冷
|
840℃×24 h空冷
+700℃×2h空冷
|
750
|
1100
|
12
|
20
|
|
≥32
|
固溶時效
|
|
GH4080A
(Nimonic80A)
|
|
|
1000℃~1080℃水冷
|
(690~710)℃×16h空冷
|
725
|
1100
|
15
|
25
|
|
≥32
|
固溶時效
|
|
|
堆焊合金
|
Stellite6
|
|
|
——
|
——
|
——
|
——
|
——
|
——
|
|
≥40
|
——
|
|
Stellite12(粉)
|
|
|
——
|
——
|
——
|
——
|
——
|
——
|
|
≥40
|
——
|
|
|
Stellite20(粉)
|
|
|
——
|
——
|
——
|
——
|
——
|
——
|
|
≥54
|
——
|
|
|
StelliteF
|
|
|
——
|
——
|
——
|
——
|
——
|
——
|
|
≥40
|
——
|
|
|
P37S
|
|
|
——
|
——
|
——
|
——
|
——
|
——
|
|
≥40
|
——
|
|
|
P25
|
|
|
——
|
——
|
——
|
——
|
——
|
——
|
|
≥32
|
——
|
|
|
HMS3533(粉)
|
|
|
——
|
——
|
——
|
——
|
——
|
——
|
|
|
——
|
|
|
Ni102(粉)
|
|
|
——
|
——
|
——
|
——
|
——
|
——
|
|
≥50
|
——
|
|
|
Inconel718
|
|
|
——
|
軋制后720℃×8h
爐冷+620℃×6h
爐冷到400℃
|
——
|
——
|
——
|
——
|
|
≥46
|
——
|
|
5.4.2.2 非堆焊合金馬氏體鋼氣門盤錐面經表面淬火后的硬度值應為 50 HRC~55 HRC,硬化層分布應
5.4.2.3 非堆焊的高溫合金鋼盤錐面硬度應符合下述要求:
(a)二沖程內燃機氣門,盤錐面硬度應大于或等于450HV20;
(b)四沖程內燃機氣門,盤錐面硬度應大于或等于450HVI。
5.5 堆焊層
5.5.1 堆焊合金層和基體金屬之間應為冶金結合。
5.5.2 桿端面堆焊后的硬度應大于或等于50HRC。
5.5.3 氣門盤錐面堆焊層厚度和表面硬度應符合表3的規定。
5.5.5 四沖程柴油機、燃氣發動機盤錐面堆焊合金的氣門,在首批產品,變更材料牌號或變更材料供應商時應進行熱沖擊試驗。經6.5規定的熱沖擊試驗后,堆焊層表面不得有任何裂紋。
表3 盤錐面堆焊層厚度及表面硬度
|
氣門類型
|
盤錐面堆焊層表面硬度
|
盤錐面堆焊層厚度
|
|
|
二沖程內燃機氣門
|
≥540 HV20
|
4.5mm~7mm
|
|
|
四沖程內燃機氣門
|
重油(氣體)燃料
|
≥550 HV1
|
2mm~4mm
|
|
輕油燃料
|
≥500 HV1
|
||
5.6 桿部表面處理
5.6.1 桿部經鍍鉻處理的氣門,鉻層厚度應符合產品圖樣規定。當鉻層厚度為0.01mm~0.10mm時,
5.6.2 桿部工作表面經噴涂處理的氣門,涂層厚度、硬度及質量要求應符合產品圖樣規定。
5.6.3 桿部經氮化處理的氣門,氮化層深度應大于0.02mm,表面硬度應大于或等于600 HV 0.2。
5.7 金相組織
5.7.1 馬氏體鋼氣門基體組織應為回火索氏體,不允許有游離鐵素體及連續網狀碳化物,淬火態奧氏
5.7.2 奧氏體鋼氣門基體組織應為奧氏體加碳(氮)化物,奧氏體晶粒度級別應大于或等于4級,層
5.7.3 高溫合金金相組織應符合產品圖樣和有關技術文件的規定。
5.7.4 氮化層表面疏松應符合GB/T 11354中的1級~3級。
5.8 金屬宏觀組織
氣門盤部和頸部縱剖面的金屬纖維宏觀組織流線應沿著氣門中心線,并與外形相符,不得有紊亂及間斷,不允許有折疊、裂紋、分層、夾渣等缺陷。
5.9 表面粗糙度
5.9.1 氣門的盤錐面、桿部圓柱面、桿端面、除碳槽、頸部表面、盤錐面的表面粗糙度Ra應小于或等于0.8μm。
5.9.2 鎖夾槽的表面粗糙度Ra應小于或等于1.25μm。
5.9.3 其余部位的表面粗糙度應符合產品圖樣規定。
5.10 幾何公差
5.10.1 盤錐面與桿部軸線夾角的角度公差應小于或等于15'。
5.10.2 盤錐面對桿部軸線的斜向圓跳動應小于或等于7級。
5.10.3 盤錐面圓度公差應符合GB/T 1184一1996中表B.2內公差等級8級的規定。
5.10.4 桿部圓柱度公差應小于或等于桿部直徑公差的二分之一。
5.10.5 桿部圓度公差應符合GB/T 1184一1996中表B.2內公差等級7級的規定。
5.10.6 桿部軸線直線度公差應符合GB/T 1184一1996中表B.l內公差等級6級的規定。
5.10.7 桿端面對桿部軸線的軸向圓跳動應符合GB/T 1184一1996中表B.4內公差等級7級的規定。
5.10.8 鎖夾槽表面對桿部軸線的圓跳動應符合GB/T 1184一1996中表B.4內公差等級10級的規定。
5.10.9 盤端面對桿部軸線的軸向圓跳動應符合GB/T 1184一1996中表B.4內公差等級10級的規定。
5.11 無損檢測
5.11.1 氣門磁粉檢測缺陷應符合JB/T 6012.3的規定。
5.11.2 摩擦焊氣門超聲波檢測焊縫缺陷應符合JB/T 6012.4的規定。
5.11.3 二沖程柴油機氣門盤錐面堆焊層超聲波檢測缺陷應符合產品圖樣及有關技術文件的規定。
5.11.4 其他無損檢測缺陷按有關技術文件的規定。
5.12 未注公差
圖樣中未注公差尺寸等級應符合GB/T 1804一2000中m級的規定。
5.13 密封性
按產品圖樣及有關技術文件的規定。
5.14 外觀
5.14.1 氣門表面不得有裂紋、氧化皮及過燒現象。工作表面不得有磕痕、麻點、腐蝕等有害缺陷。
5.14.2 氣門堆焊層表面質量應符合產品圖樣及有關技術文件的規定。
6 檢驗方法
6.1 材料
6.1.1 氣門用鋼的化學成分及室溫力學性能按GB/T 3077和GB/T 12773規定的方法進行。
6.1.2 堆焊合金的化學成分按JB/T 3168.3一1999規定的方法進行。
6.2 焊接氣門強度
6.2.1 氣門桿部焊接處的抗拉強度按GB/T 228.1規定的方法進行。
6.2.2 桿端部焊接處剪切強度按產品圖樣規定的方法進行。
6.3 硬度
6.3.1 洛氏硬度按GB/T 230.1規定的方法進行。
6.3.2 布氏硬度按GB/T 231.1規定的方法進行。
6.3.3 維氏硬度按GB/T 4340.1規定的方法進行。
6.4 表面淬火硬化層、堆焊層、氮化層及金相組織
按JB/T 6012.2的規定進行。
6.5 熱沖擊試驗
取盤錐面堆焊合金的氣門成品3件,同時放入加熱爐,加熱至400℃保溫50min,從爐中取出氣門并放入不超過20℃的水中冷卻(冷卻期間水溫上升不得超過10℃)。冷卻結束后,取出氣門觀察堆焊層表面裂紋情況。
6.6 鉻層厚度
6.6.1 馬氏體鋼氣門鉻層厚度按GB/T 4955、GB/T 4956或GB/T 6462規定的方法中任選其中一種進行。
6.6.2 奧氏體鋼氣門鉻層厚度按GB/T 4955或GB/T 6462規定的方法中任選其中一種進行。
6.7 金屬宏觀組織
將氣門縱向剖開,用50%鹽酸溶液熱腐蝕后檢測。
6.8 表面粗糙度
以表面粗糙度儀檢測為準,也可用表面粗糙度比較樣塊比較或其他儀器測量。
6.9 幾何公差
6.9.1盤錐面角度
以桿部圓柱面的母線為基準,用萬能工具顯微鏡進行檢測,也可采用角度規等其他儀器檢測。
6.9.2 盤錐面對桿部軸線的斜向圓跳動
將氣門桿部兩端支承在一個90。v形塊上(相互呈點接觸),兩支承點分別在鎖夾槽下約10mm及過渡區節點上約10mm處,以桿端中心軸向定位,約在盤錐面寬度的中間位置垂直于錐面放置千分表,氣門旋轉一周,表值讀數的最大差值即為該測量部位對桿部軸線的斜向圓跳動。
6.9.3 盤錐面圓度
按GB/T 1958一2004中表A.4內代號為1—2規定的檢測方法進行,也可采用其他檢測方法進行。
6.9.4 桿部圓柱度
用千分尺在桿部的上、中、下三個部位測量桿部直徑,每個部位至少測2點,測得的直徑最大差值即為桿部圓柱度。
6.9.5 桿部圓度
按6.9.3規定的方法進行,也可采用其他檢測方法進行。
6.9.6 桿部軸線直線度
將氣門桿部兩端支承在90。v形塊上(相互呈點接觸),兩支承點分別在鎖夾槽下約10mm及過渡區節點上約10mm處,同時以桿端面中心軸向定位,在兩支承點中間的氣門桿部上方垂直放置千分表,氣門旋轉一周,表值讀數的最大差值的一半即為桿部軸線直線度。
6.9.7桿端面對桿部軸線的軸向圓跳動
將氣門桿部支承在一個90。v形塊上(相互呈點接觸),兩支承點分別在鎖夾槽下約10mm及過渡區節點上約10mm處,以桿端面中心軸向定位,在桿端面的邊緣處沿軸向放置千分表,氣門旋轉一
6.9.8 鎖夾槽表面對桿部軸線的圓跳動
將氣門桿部兩端支承在90°v形塊上(相互呈點接觸),兩支承點分別在鎖夾槽下約及過渡區節點上約10mm處,使百分表觸頭與鎖夾槽表面接觸并與被測表面垂直,以桿端面中心軸向定位,
6·9·9 盤端面對桿部軸線的軸向圓跳動
將氣門桿部支承在一個90°v形塊上(相互呈點接觸),兩支承點分別在鎖夾槽下約10mm及過渡區節點上約10mm處,以桿端面中心軸向定位,在盤端面沿軸向放置百分表,氣門旋轉一周,表值讀數的最大差值即為盤端面對桿部軸線的軸向圓跳動。
6.10 無損檢測
6.10.1 馬氏體鋼氣門磁粉檢測缺陷按JB/T 6012.3的規定進行。
6.10.2 摩擦焊氣門超聲波檢測焊縫缺陷按JB/T 6012.4的規定進行。
6.10.3 其他無損檢測按有關技術文件規定的方法進行。
6.11 密封性
按產品圖樣及有關技術文件的規定進行。
6.12 外觀
采用目測進行。
7 檢驗規則
7.1 氣門應經檢驗部門檢驗合格后方能出廠。
7.2 需方抽查產品時,應按GB/T 2828.1的規定抽檢,檢驗項目、組批原則、抽樣方案、判定與復驗
8 標志、包裝、運輸和貯存
8.1 標志
8.1.1 在每個氣門產品上應標明:
(a)制造廠名稱代號或商標;
(b)氣門種類代號(進氣門代號為“1”,排氣門代號為"E”)。
標志的部位、尺寸和方法按產品圖樣規定,應注意不使氣門產品受到損失。
8.1.2 包裝盒上應標明:
(a)制造廠名稱、商標和地址;
(b)產品名稱、型號及零件號:
(c)數量;
(d)包裝日期;
(e)執行標準編號;
8.1.3 包裝箱外部應標明:
(a)商品分類圖示標志;
(b)制造廠名稱、商標和地址;
(c)產品名稱、材料及型號;
(d)數量;
(e)總質量及外形尺寸;
(f)“小心輕放” “防潮” 等字樣或符號;
(g)執行標準編號。
8.2 包裝
8.2.1 四沖程內燃機氣門可采用堅固的紙質包裝盒包裝,并要用泡沫或紙板等物有序地排列固定氣門,不得有相互碰撞;二沖程內燃機氣門應采用堅固的木質包裝盒包裝,包裝盒中必須要有合適的隔擋把各個氣門隔開并固定,避免氣門相互撞擊造成損壞。
8.2.2 用包裝盒裝好的氣門應裝入襯有防水紙的干燥包裝箱內,并保證在正常運輸過程中不致損傷,
8.2.3 每只包裝盒內應附有經制造廠質量檢驗員簽章的產品合格證。
8.3 運輸
在運輸過程中,要防磕碰、防雨、防潮。
8.4 貯存
氣門應存放在通風和干燥的倉庫內。在正常情況下,自出廠之日起,制造廠應保證產品在12個月
8.5 其他
標志、包裝、運輸和貯存也可由供需雙方商定。

- 上一篇:缸套活塞環組件拉傷試驗方法(JB/T11876-2014)
- 下一篇:返回列表




