|
新聞主題 |
柴油機與發(fā)電機中心線的檢查與校正 |
摘要:組裝柴油發(fā)電機組時,發(fā)電機與柴油機之間的連接并不是簡單的連接,而是有嚴格技術要求的,最突出的表現(xiàn)是在中心線的對正上。也就是說,柴油機的曲軸和發(fā)電機軸必須保持在同一中心線上。
一、中心線不正的原因及危害
柴油發(fā)電機組不對中是指轉子的軸心線和定子的軸心線之間不重合,產生一定程度的偏心跡象。通常表現(xiàn)為柴發(fā)機組運行不平穩(wěn),振動加劇等問題。發(fā)電機不對中的原因可能包括軸承不良、轉子松動或變形等。
1、中心線不正的表現(xiàn)形式
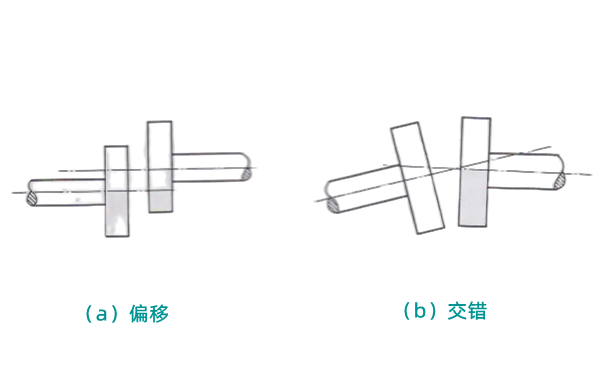
柴油發(fā)電機組中心線不正,主要表現(xiàn)在兩個方面一一偏移和交錯。所謂偏移,是指兩軸中心線互相平行,但在上下或左右方向上有一定的距離。所謂交錯,是指兩軸中心線互不平行,而形成一定角度。
2、中心線不正的原因
造成柴油發(fā)電機組中心線不正的主要原因有:發(fā)電機的底座螺母沒有擰緊,工作時產生偏移;拆卸維修發(fā)電機時未將其裝正,或更換橡膠鉸鏈后未仔細進行中心線的校正等。
3、不對中的危害
(1)設備損壞:不對中會導致轉子、軸承等部件的過度磨損,進而導致設備性能下降、故障率增加等問題。
(2)生產安全事故:不對中還可能導致柴發(fā)機組振動嚴重、設備失衡,最終引起柴油發(fā)電機組強制停機、轉子脫落、飛脫等嚴重安全事故。
(3)運行不穩(wěn)定:不對中會影響柴發(fā)機組運行,造成振動加劇,能量損失,共振現(xiàn)象等,降低發(fā)電效率。
二、柴發(fā)機組不對中的檢修
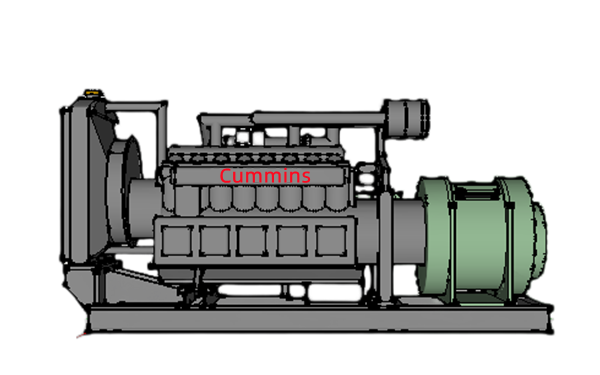
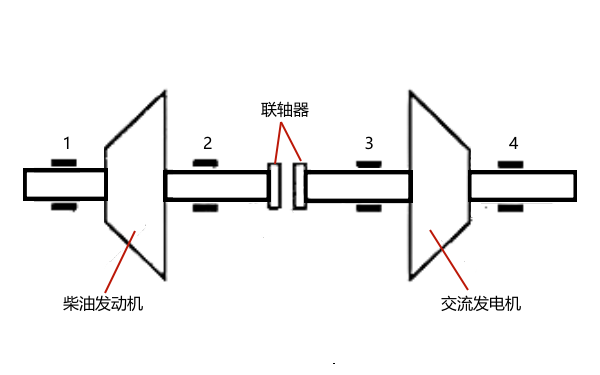
以康明斯發(fā)電機組為例,其成套組裝完成后的外形如圖1所示,軸系對中測量點如圖2所示。
1、定期檢查
定期檢查柴油發(fā)電機組軸承、轉子等部位的磨損和偏差情況,確保柴油發(fā)電機組的正常運行和生產安全。
2、維護合理密封
要求柴油發(fā)電機組內部有質量良好的密封件。對不對中現(xiàn)象進行合適的密封處理,防止粉塵等灰塵進入機內,減小對其中不應進入的部件造成危害。
3、注意使用環(huán)境
柴油發(fā)電機組在使用時要注意環(huán)境條件,特別是濕度、溫度等方面,在使用時進行必要的防護和維護,確保柴油發(fā)電機組的正常使用壽命和最大發(fā)電效率。
4、 維修傾斜
查找不同級別的不對中現(xiàn)象,進行修復。例如,對于前幾級的輪心不對中,可以進行輪心對中;對于整體不對中,需要進行修整,并對柴發(fā)機組進行重新平衡。
|
圖1 康明斯柴油發(fā)電機組成套后外形示意圖 |
圖2 柴油發(fā)電機組中心線對正測量點 |
三、影響發(fā)電機對中性的因素
1、軸承間隙
主發(fā)電機轉子軸和柴油機曲軸分別繞各自的軸承中心線轉動,但是,當柴油發(fā)電機組運行時,它們的中心線應該是重合的。對中工作是在靜止狀態(tài)下進行的,這時曲軸落座在其軸瓦的底部。工作時,曲軸并不是處在這個位置上。爆發(fā)壓力、離心力以及柴油機機油壓力都會將曲軸提起使飛輪繞著它的實際中心轉動。而主發(fā)電機使用球軸承或滾子軸承,它們在靜態(tài)和工作狀態(tài)下不會改變其旋轉軸線。在冷機狀態(tài)進行安裝對中時,柴油機的曲軸中心線要比主發(fā)電機軸中心線稍低。
2、飛輪下垂
柴油機在靜止時,飛輪和聯(lián)軸器的重量會使曲軸彎曲。這個影響必須在對中時得到補償,因為在對中過程中,它會導致導向孔或飛輪旋轉外徑比曲軸軸承的實際中心線低。
3、反扭矩
柴油機在相對軸旋轉方向的反向扭轉趨勢和被驅動設備在軸的旋轉方向的旋轉趨勢就是反扭矩。它將自然地隨著負荷而增加,以及引起振動。這種振動在怠速時感覺不到,但在帶負荷時可感覺到。這通常是由于在反扭矩作用下,底座強度不足而產生過大的底座撓度,從而改變中心線對中而造成的。
4、熱膨脹
當柴油機和主發(fā)電機達到工作溫度時,熱擴張或熱膨脹也就隨著發(fā)生。它同時向垂直和水平兩個方向膨脹。垂直方向的膨脹在部件安裝腳和它們各自的旋轉中心線之間產生。這種膨脹的大小決定于所用的材料、出現(xiàn)的溫升以及從旋轉中心至安裝腳的垂直距離。
曲軸水平方向的熱膨脹從柴油機的止推軸承向另一端延長。當被驅動設備連接到柴油機的這一端時,就要考慮這種熱膨脹。如果被驅動設備用螺栓固定到柴油機機體時,這種膨脹作用是輕微的,因為機體和曲軸差不多以相等的膨脹率膨脹。
水平補償可采用一個允許柴油機與主發(fā)電機之間作充分相對運動的彈性聯(lián)軸節(jié)。安裝設備時,應考慮使水平方向熱膨脹進入彈性聯(lián)軸節(jié)的工作區(qū),而不是遠離彈性聯(lián)軸節(jié)工作區(qū)。否則,會導致曲軸止推軸承負荷過大。如果要保證柴油機熱機狀態(tài)時曲軸仍具有端面間隙,則需在冷態(tài)時就應該留有足夠的間隙。
遠距離安裝的主發(fā)電機的輸入軸位置通常都比柴油機曲軸高。這樣就可以補償垂直方向的熱膨脹,飛輪下垂以及主軸承油膜對曲軸的提升作用。這些因素使曲軸和主發(fā)電機輸入軸的相對位置在靜止狀態(tài)和運行狀態(tài)之間發(fā)生變化。
測量時柴油機與主發(fā)電機兩部分最好一同旋轉。這樣可以消除千分表上因部件圓度不同造成的誤差。由于彈性聯(lián)軸器會造成錯誤的讀數(shù),因此在對中時主發(fā)電機要從柴油機上斷開。檢查對中時必須每90度一個間隔進行測量讀數(shù)。
5、電機法蘭加工精確
加工精確低的法蘭會造成明顯的不對中性,也不可能實現(xiàn)準確的對中。
6、調整墊片
所有設備下的墊片的厚度最好是可選配的,防止在以后的調整中需要減少墊片時沒有合適的墊片可用。墊片組應由防銹材料制成,并應小心裝卸。
7、千分表
千分表可以測量到非常小的距離變化。進行軸的對中時,需要測量由于偏移而產生的微小距離的變化。千分表的安裝必須牢靠,這樣才能準確測出對中值。
快速檢查法需讀數(shù)B+D應等于C。當檢查對軸系中性時,將柴油機和主發(fā)電機軸一起旋轉,這種方法得到的測量值是有效的。
在做任何測量或校正之前,所有的被測表面及配合表面必須完全干凈,無潤滑脂、油漆、氧化物或銹蝕和臟物,所有這些均可能造成測量不準確。
四、柴發(fā)機組中心線的校正
以康明斯柴油發(fā)電機組為例,組裝流程如圖1所示。以下內容為柴油機與發(fā)電機中心線的檢查與校正方法。
1、裝上專用工具
將專用工具(包括支臂、圓鐵和調整螺釘)固定在鉸鏈盤和飛輪的垂直面上,并轉到垂直向上的位置。
2、調整平行螺釘和垂直螺釘
使它們與圓鐵之間保持0.50mm的基準間隙,然后固定緊螺釘。再將飛輪旋轉180°,分別測量平行螺釘和垂直螺釘與圓鐵之間的間隙并作記錄,即可算出兩軸在上下方向每米長度內的交錯量和兩軸在上下方向的偏移量。
下面舉例說明:
假設測得平行螺釘、垂直螺釘與圓鐵之間的間隙分別為0.65mm和0.20mm。則:交錯量=(0.65-0.50)/0.532=0.28mm/m一一發(fā)電機尾部偏高,偏移量=(0.50一0.20)/2=0.15mm一一發(fā)電機偏高。
3、調整
(1)偏移量
柴油機與發(fā)電機對正偏移如圖2(a)所示。
偏移量的校正方法是:擰松發(fā)電機底座的四只螺釘,適當調整其底座前后墊片的厚度(增減量一偏移量)。例如,若是發(fā)電機偏高,應將發(fā)電機底座各墊片的厚度減小0.15mm,以達到校正其偏移量的目的。
(2)交錯量
柴油機與發(fā)電機對正交錯如圖2(b)所示。
其校正方法是:擰松發(fā)電機的四只底座螺釘,將發(fā)電機的底座略頂起,適當減少底座墊片[增減量(mm)一發(fā)電機前后底座間的距離(m)×交錯量(mm/m)],然后將發(fā)電機放平(此時發(fā)電機可能移動少許,應使其恢復原位),擰緊四只底座螺釘。最后應進行復查,如不符合要求再進行校正。調整交錯量的基本規(guī)律是:上大下小墊尾部,上小下大去尾部。即測量時平行螺釘在上面距圓鐵的距離大于平行螺釘在下面(再將飛輪旋轉180°)距圓鐵的距離時,則用墊片墊發(fā)電機尾部來調整交錯量。
4、檢查
轉動飛輪,使專用工具處于水平方向的左右兩側位置。用上述同樣的方法,檢查其左右(前后)方向的交錯量與偏移量,如兩軸中心線在左右(前后)方向的交錯量和偏移量超過了允許限度,應移動發(fā)電機進行校正。校正時要先校正交錯量后校正偏移量。
5、復查
校正發(fā)電機與柴油機曲軸中心線的交錯量與偏移量后,應進行復查,直至柴油機與發(fā)電機中心線的偏移與交錯量符合要求為止。
|
圖1 柴油發(fā)電機組對正組裝流程 |
圖2 發(fā)電機中心線不對正示意圖 |

總結:
在柴油發(fā)電機組中,柴油機和發(fā)電機的對中非常重要。如果它們沒有對中,會導致轉子的偏轉和轉子的偏心,產生振動和噪音。更嚴重的是,不良的對中可能會導致設備的損壞,使得發(fā)電機組的壽命縮短。因此,對中的意義在于減少振動和噪音,保護設備。總的來說,柴油發(fā)電機組不對中是一種常見的問題,容易導致柴發(fā)機組運行不穩(wěn)定,設備損壞和生產安全事故發(fā)生,需要對不對中進行定期檢查和維護,并且合理地進行維修和調整,以確保柴發(fā)機組的正常運行和生產安全。
----------------
以上信息來源于互聯(lián)網行業(yè)新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發(fā)電機組技術數(shù)據(jù)與產品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網:http://m.dhgif.com




