|
新聞主題 |
發動機氣門座的結構特點與損傷修復 |
摘要:柴油機上都設有配氣機構,主要任務是定時地向燃燒室輸送清潔的空氣,及時排出燃燒后的廢氣。配氣機構的氣門就是空氣進出燃燒室的門,分為進氣門和排氣門。進氣門的作用是讓新鮮空氣由此進入汽缸內,排氣門則讓燃燒后的廢氣排出汽缸。氣門與氣門密封安裝于燃燒室上,在高溫燃氣的作用下,易發生燒蝕損傷,特別是發動機氣門座,受高溫腐蝕性氣體的高速沖刷,更容易被燒蝕;氣門因工作過程中開閉頻繁,氣門座磨損是它的另一個常見損傷。氣門座發生燒蝕或磨損后,會造成氣門關閉不嚴而漏氣,影響柴油機的啟動和功率發揮。
一、氣門座結構特點
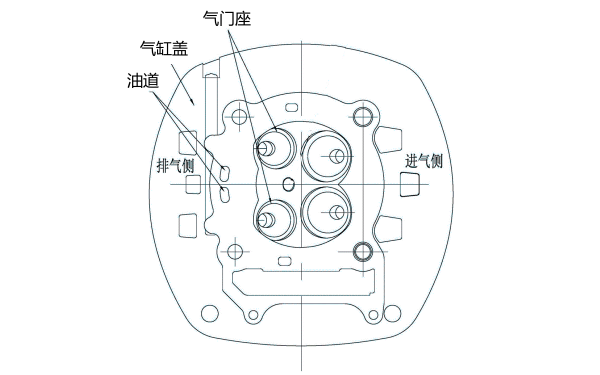
氣門座是在汽缸體或汽缸蓋上加工出的一些圓形表面,氣門錐面密封或落座在氣門座上,如圖1所示。這些氣門座為進氣門和排氣門提供了密封表面,防止氣體滲漏。氣門座還可以幫助散去氣門上聚積的熱量。
1、氣門座分類
氣門座有兩種類型分別為一體式和鑲入式。
(1)一體式氣門座
與氣門導管相似,一體式氣門座作為汽缸蓋的一部分直接鑄造而成;
(2)鑲入式氣門座
鑲入式氣門座用一個金屬環作為氣門座,被壓裝在汽缸體內,并要磨到正確的角度。具有鋁制汽缸蓋的發動機通常使用鑲入式氣門座。鑲入式氣門座可以用鑄鐵、經硬化處理的鑄鐵、高鉻鋼和鎢鉻鈷合金(非常硬的鋼)制成。
2、氣門座干涉角
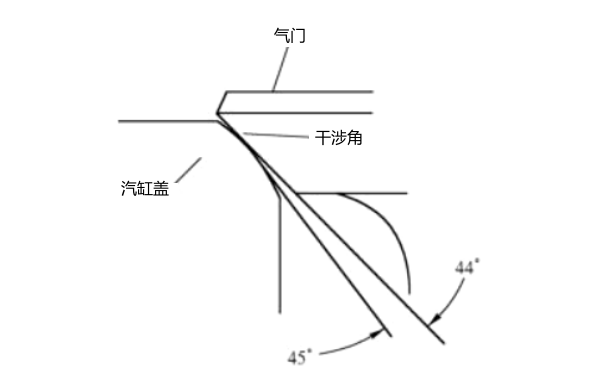
為保證發動機正常工作,要將氣門座磨到規定的角度,如30°或45°等。在磨削氣門時一般都有一個干涉角。通過將氣門錐面的角度磨得比氣門座的角度小1°左右,即可獲得干涉角,如圖2所示。
例如,將氣門磨到44°,而氣門座被磨到45°。干涉角的存在使氣門在落座時能夠切開氣門座上的沉積物,而且還能產生更好的機械密封性。隨著發動機的運轉和氣門座的磨損,干涉角將逐漸消失。結果形成一個良好的線性接觸,有利于將氣門上過多的熱量傳遞出去,有利于氣門更快地落座到汽缸蓋內。
|
圖1 氣門座位置圖 |
圖2 氣門座干涉角 |
3、氣門座定位
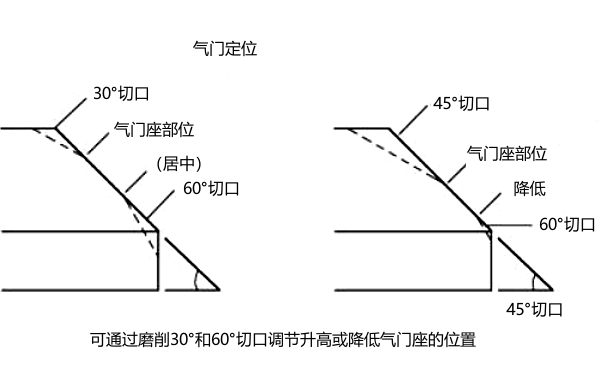
氣門座部位可以被抬高或降低,這是通過切除或磨削氣門座的上部或下部來實現的。氣門座定位方法如圖3所示。
首先,將氣門座研磨標準,比如說45°。然后用一個30°的磨石或切磨刀磨去氣門座的頂部,然后再用一個60°的磨石磨去氣門座的底部。通過從頂部和底部切除合適的量,氣門座的位置得以調整。另外,通過使用這兩塊磨石,還可以將氣門座部位的長度精確地磨到規定的規范。通過定位氣門座,氣門的位置也可以根據需要進行抬高或降低。
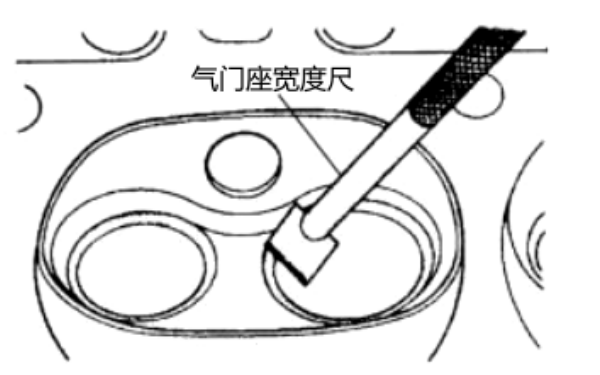
在氣門座被正確定位后,一定要確認氣門座具有正確的寬度,這一點很重要。氣門座的寬度可以用一個小的氣門座尺進行測量,如圖4所示。如果寬度不正確或不符合規范,必須將氣門座重新研磨到正確的寬度,同時還要確認氣門座的定位是正確的。
|
圖3 磨削氣門座的位置圖 |
圖4 磨削氣門座的位置圖 |
二、常見損傷原因與預防措施
1、氣門座燒蝕分析
(1)主要原因
造成氣門和氣門座早期燒蝕的原因主要有∶
① 氣門間隙過小,或氣門彈簧彈力減弱,以致氣門與氣門座閉合不嚴,高熱氣體從間隙中竄出而燒壞氣門結合面。
② 供油(點火時間過遲,導致燃油燃燒不良,使汽缸內遲燃火焰沖出燒毀氣門。
③ 供油量過大,燃油燃燒不完全,使氣門積碳增多,影響散熱而加速氣門燒損。
④ 發動機在高溫下工作時間過長,引起機油與燃料分解,形成膠狀沉淀物,使氣門密封面受到腐蝕而加速損壞。
(2)預防措施
為延長氣門和氣門座使用的密封性,防止氣門早期燒損,可采取以下預防措施∶
① 柴油機維修時應及時清除氣門結敗,積碳,并檢查、調整氣門彈簧的彈力,對氣門間隙務必按規定數值進行校正。發電機組運行1000km后應增加檢校氣門間隙的作業。
② 確保正確的供油、點火時間及供油量。
③ 保持冷卻系完好,重點是發動機冷卻水循環必須暢通。風扇葉角度正常,水泵皮帶緊度適當,節溫器性能良好,散熱器不堵不漏,百葉窗操縱靈活有效。
2、氣門座早期磨損分析
(1)主要原因
在維修和保養柴油機時,有些機手反映氣門和氣門座不耐用,一般工作300~500h就嚴重磨損了,氣門和氣門座接觸錐面線寬1.8~2mm,氣門下陷1.8~2.5mm,出現氣門關閉不嚴,發動機啟動困難,功率下降。造成氣門和氣門座早期磨損的原因,主要有以下幾點∶
① 柴油機工作環境較臟,加上機手對空氣濾清器保養差,致使沒有經過濾清的空氣進入汽缸,加劇了氣門和氣門座的磨損。
② 氣門彈簧磨損后,自由長度縮短,彈力減弱,致使氣門開閉時緩慢,動作不敏捷,氣門關閉不嚴,有燒蝕現象。
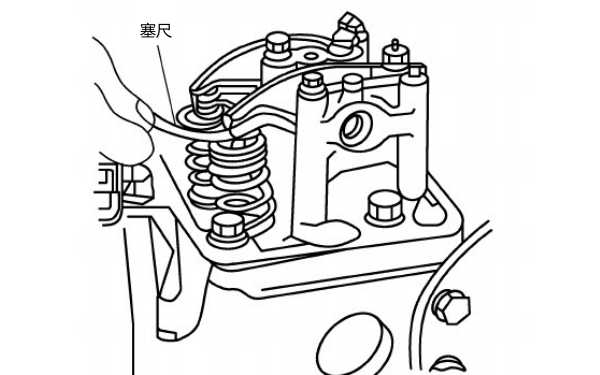
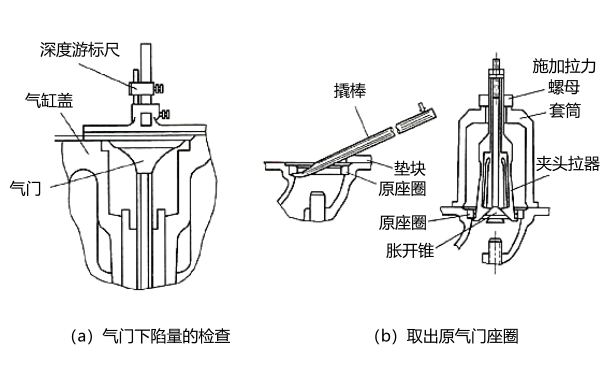
③ 氣門間隙調整不當(檢查方法如圖5所示),致使進氣不足,排氣不凈,機濕升高,加劇磨損。
(2)預防措施
為了延長氣門和氣門座的使用壽命,使用中應注意∶
① 定期保養空氣濾清器,每工作100h或耗油200L清洗一次;機油不足時應立即添加。對于三級空氣濾清器(離心式、濕慣性式、濕過濾式),如果不保持足夠的機油,空氣濾清器則不起作用。注意空氣濾清器連接處用橡皮壁片密封,否則空氣會直接竄入汽缸。
② 及時更換磨損的氣門彈簧、彈簧座,一般柴油機的氣門彈簧自由長度為52mm,磨損極限為48mm。
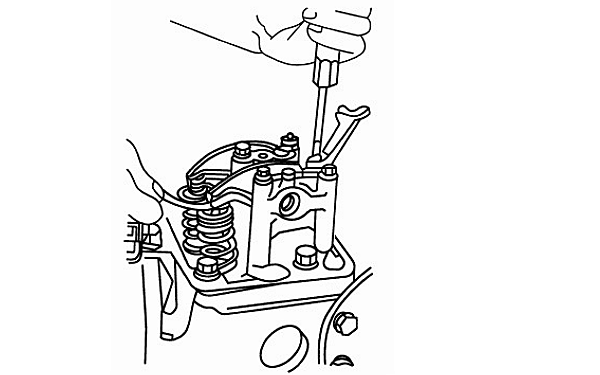
③ 正確調整氣門間隙(調整裝置如圖6所示),保持正確的進、排氣門間隙(一般柴油機進氣門間隙為0.35mm,排氣門間隙為0.45 mm),工作一段時間后應注意檢查、調整。
|
圖5 柴油機氣門間隙檢查(用塞尺) |
圖6 柴油機氣門間隙調整螺釘調節方法 |
三、氣門座損傷的檢查與修復
當氣門密封不嚴或是下陷度太大時,就需要將氣門拆下進行保養、修理或更換。
1、氣門拆卸和檢查
(1)要拆下氣門時,應首先拆下汽缸蓋罩,拆下氣門搖臂總成,拆下高壓油管,卸下噴油器,擰下汽缸蓋螺母,拆下汽缸蓋。
(2)然后用拆卸氣門的隨機專用工具按壓氣門彈簧座,壓縮氣門內、外彈簧,取出氣門鎖夾,放松后,取下氣門內外彈簧,即可取出氣門。
(3)取下氣門后,應作好記號,裝配時不得調換。
(4)使用千分表和V形架,測量氣門桿彎曲度。檢查時,氣門桿支承在兩個距離為100mm的V形架上,然后用千分表檢查氣門長度的1/2處即為彎曲度,超過允許限度,應用手壓機校正。
2、氣門修復方法
當氣門輕微漏氣時,可進行研磨,恢復其密封性。研磨氣門前應將氣門、氣門座、導管清洗干凈。通過選配應使各缸氣門頭下陷量趨于一致,并在氣門頭頂部做好記號。以免錯亂。手工研磨方法如下:
(1)在氣門桿上套上一個軟彈簧,在氣門斜面上涂上一層氣門砂,在氣門桿上涂上潤滑油將氣門插入導管內。氣門砂分粗砂與細砂兩種,選用時要看氣門斜面與氣門座斜面的燒損程度而定。直接研磨使用過的氣門,可以使用粗砂先磨,后改用細砂精磨。如果氣門斜面經過光磨修復,氣門座經過鉸削修復,斜面完整,就可只用細砂研磨。
(2)使用氣門研磨起子或橡皮捻子將氣門往復旋轉(轉角應小于180°)進行研磨。在研磨過程中應順氣門旋轉面做提起和按下的動作,以變換氣門與座的磨合位置,保證研磨均勻。研磨時不要過分用力,也不要提高氣門,用力在氣門座上撞擊,以免將斜面磨寬或磨出凹形槽痕。
(3)當氣門與氣門座斜面研磨出一條完整、光潔的環帶時,表明已經研磨好,可將氣門砂洗凈,在斜面上涂上機油,再研磨3~5min即好。在研磨過程中,不要過多地使用氣門砂,防止流失磨損其它配合面。
(4)研磨好的接觸斜面應光潔,接觸寬度一般為1.5~2.0mm。將氣門放在相配對的氣門座上,然后輕拍打氣門頭數次,如果氣門工作面中間出現一條連續的、灰色明亮的光環,說明氣門與氣門座接觸正常。或者使用劃線法,如圖7所示。在氣門的工作面上每隔4mm劃一道軟鋁筆線,然后將氣門插入氣門導管和氣門座,轉動1/8~14圈,或者拍打幾下,如果鉛筆全部在環帶中部中斷,說明氣門與氣門座密封良好。
3、鑲配氣門座圈
氣門座圈外圓面圓度必須正確,圓度和圓柱度偏差應不大于0.01mm,粗糙度Ra不大于1.6μm。氣門座圈鑲入后,應檢查、修整氣門座圈高出的部分,使其不超過氣缸蓋或氣缸體的平面,如圖8所示。檢查氣門座圈中心與氣門導管的中心應一致,其偏差不得超過0.03mm。
|
圖7 氣門的密封性檢查劃線法 |
圖8 氣門座圈鑲配步驟圖 |
總結:
配氣機構的主要工作就是氣門不斷地開啟和關閉,以便完成氣體的交換。在氣門完成工作的過程中要不斷地撞擊氣門座,使氣門座工作面起槽、變寬。在排氣過程中,排氣門座還要受到高溫氣體的沖刷,使工作面氧化燒蝕出現斑點和凹蝕。由此可知,氣門座常見損壞形式是磨損、表面斑點、嚴重凹蝕和燒損等,這些損傷都會影響氣門與氣門座的密封性能,引起氣門關閉不嚴,使進氣不足,排氣不凈,影響發動機正常工作,導致柴油機功率不足,排氣冒黑煙,曲軸箱竄氣,機油變質等不良后果。因此,在使用中,當發現氣門關閉不嚴時,必須及時進行檢查及修復。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://m.dhgif.com
- 上一篇:發動機氣門傳動組部件結構和零件分解圖
- 下一篇:康明斯發動機氣門結構特點和零件圖解




